
Наверняка многие часто сталкивались с необходимостью «прогнать» резьбу, не имея при этом нужного метчика. На помощь всегда приходит болт с такой же резьбой, но чистить и править им резьбу не всегда удобно. Чтобы витки на импровизированном метчике не забивались ржавчиной можно сделать две-три канавки в самом начале резьбовой части.
Когда нужно вернуть подсевшую резьбу в отверстии детали, гайке или даже нарезать ее в мягком металле, наш метод поможет.
Товары для изобретателей Ссылка на магазин.
Как сделать метчика из стального болта
Винт вначале нужно обработать, иначе вряд ли получится сделать из него метчик из подручных материалов.
Закрепляем болт в тиски и напильником делаем в рабочей части конус для удобного ввинчивания в отверстие и центровки.

Какой диаметр сверла под нарезку внутренней резьбы метчиком
Электроника для самоделок в китайском магазине.
Делаем две или три канавки под углом к продольной оси стержня — также, как это сделано на заводском метчике. Они необходимы для приема, накопления и вывода наружу ржавчины и металлической стружки, образуемой при восстановлении или нарезке резьбы.

Те, кто пробовал болт в качестве метчика, рекомендуют делать это в 1,5 раза больше вертикального профиля резьбы. В итоге болт стал похож на реальный инструмент для резьбы и его можно тестировать в полевых условиях.
Проверим наш самодельный инструмент в деле. Закрепляем деталь с нарушенной внутренней резьбой или даже просто с отверстием под резьбу в детали из мягкого материала в тисках.

Аккуратно вставляем конусную часть стержня болта-метчика в отверстие, максимально обеспечивая соосность инструмента и детали, и начинаем осторожно поворачивать головку болта гаечным ключом.
Первые обороты – наиболее ответственные. Если не чувствуется полноценного захода или болт начинает перекашивать, то его необходимо вывернуть и начать сначала, удалив образовавшуюся стружку и добавив еще немного смазки.

Как только произойдет полноценный заход, болт можно вкручивать более интенсивно, заменив рожковый ключ на головку с воротком. Для формирования полноценного профиля резьбы вкручиваем и выкручиваем наш самодельный метчик по всей резьбе несколько раз.

Полностью выворачиваем самодельный метчик, формируем гранью напильника входную фаску и проверяем качество нарезанной или восстановленной резьбы с помощью стандартного болта. По всем признакам резьба получилась отличной.

Как надежно загерметизировать основную резьбу медной проволокой
Обычно для этих целей применяется мелкая резьба, но есть возможность обеспечить герметичность и стандартного резьбового соединения, если воспользоваться медным проводом.
Для этого удаляем пластиковую изоляцию с медной жилы с помощью стриппера и отрезаем необходимую длину.

Наматываем медную проволоку на стержень болта непосредственно под его головкой, совершая несколько витков.

Снимаем образовавшееся медное кольцо с болта и укладываем его соосно на отверстие с резьбой.

Вворачиваем в отверстие болт поверх импровизированного медного кольца вначале силой одной руки, а затем плотно затягиваем с помощью гаечного ключа до упора.

Проверяем качество герметизации резьбы, надежно зафиксировав деталь с болтом и уплотнением из медной проволоки к штуцеру источника высокого давления.

Постепенно увеличиваем напор и доводим его до 110 psi или 750 кР, что примерно равно 7,5 кг/см2.

Видим, что резьбовое соединение спокойно держит это давление, так как показание манометра не падает.
Наносим на болтовое соединение мыльный раствор и еще раз убеждаемся, что соединение герметичное, поскольку не видно мыльных пузырей.
Это простой и быстрый способ поможет сделать инструмент, который пригодится не один раз.
Смотрите видео
Источник: izobreteniya.net
Как нарезать резьбу в нержавейке метчиком

Резьба представляет собой винтовую канавку постоянного сечения, выполненную на наружной (наружная резьба) и внутренней (внутренняя резьба) цилиндрической или конической поверхности. Она применяется для соединения деталей, а также для преобразования вращательного движения в поступательное (или наоборот) в механизмах и машинах.
Резьбы бывают однозаходные, образованные одной винтовой линией (ниткой), или многозаходовые, образованные двумя и более линиями.
- По направлению винтовой линии резьбы подразделяют на правые и левые.
- В зависимости от системы размеров резьбы делятся на метрические, дюймовые и трубные.
В метрической резьбе угол треугольного профиля равен 60°, наружный, средний и внутренний диаметры и шаг резьбы выражаются в миллиметрах. Метрические резьбы с крупным шагом обозначаются буквой и числом, выражающим наружный диаметр в миллиметрах: М6, М12 и т. д. Для обозначения резьбы с мелким шагом (расстояние между витками) к этим данным добавляют число, выражающее шаг резьбы в миллиметрах: М6×0,6, М20×1,5 и т. п.
В дюймовой резьбе угол треугольного профиля равен 55°, диаметр резьбы выражают в дюймах [1 дюйм = 2,54 см], а шаг — числом ниток на один дюйм.
Пример обозначения: 1 1/4″ (наружный диаметр резьбы в дюймах).
Трубная резьба отличается от дюймовой тем, что ее исходным размером является не наружный диаметр, а диаметр отверстия трубы, на наружной поверхности которой нарезана резьба.
Пример обозначения: 3/4″ труб. (цифрами обозначен внутренний диаметр трубы в дюймах).
Нарезание резьбы осуществляется на сверлильных, токарных и специальных резьбонарезных (профиле-накаточных) станках, а также вручную. При ручной обработке металлов внутреннюю резьбу нарезают метчиками, а наружную — плашками.
- В зависимости от профиля нарезаемой резьбы метчики делятся на три типа: для метрической, дюймовой и трубной.
Ручные (слесарные) метчики выполняют обычно в комплекте из трех штук. Первым и вторым метчиками резьбу нарезают предварительно, а третьим придают ей окончательный размер и форму. Номер каждого метчика комплекта отмечен числом рисок на хвостовой части. Существуют комплекты, состоящие из двух метчиков: предварительного (чернового) и чистового. Метчики изготовляют из углеродистой и легированной стали.
- Плашки, предназначенные для нарезания наружной резьбы, в зависимости от конструкции подразделяются на круглые и призматические (раздвижные).
На нержавейке нарезать резьбу плашкой вообще проблематично. Можно остаться и без плашки, и без резьбы. Металл наволакивается на режущий инструмент. Поэтому рекомендую делать резьбу на валу только резцом. При отсутствии смазывающей охлаждающей для нержавейки, а она делается обычно с серой, можно применять кусок свиного сала, можно и соленого.
Специалисты нашей компании окажут вам подобную услугу качественно и в срок.
Вопрос о том, как нарезать резьбу метчиком, возникает в тех случаях, когда предварительно выполненное отверстие необходимо подготовить для размещения в нем болта, винта, шпильки и резьбового крепежного элемента любого другого типа. Именно метчик в подобных ситуациях является основным инструментом, позволяющим быстро и точно нарезать внутреннюю резьбу с требуемыми геометрическими параметрами.

Ручная нарезка внутренней резьбы выполняется слесарными метчиками в комплекте с воротком
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.

Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции. Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром. Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.
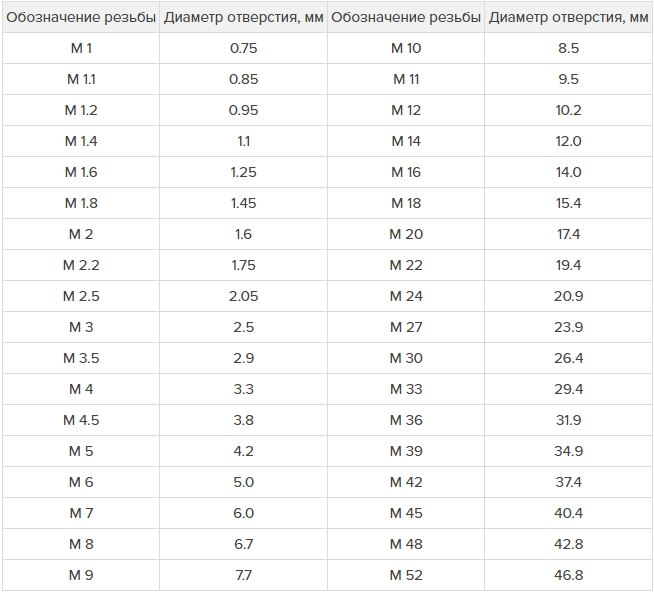
Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических). Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.

Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие. Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения.
Угол заточки режущей части подбирается в зависимости от того, какой твердостью обладает материал, который необходимо сверлить. Чем выше твердость материала, тем больше должен быть угол заточки сверла, но это значение не должно превышать 140°.

При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
- электрическую дрель или сверлильный станок, способные работать на низких оборотах;
- сверло, диаметр которого рассчитывается или подбирается по справочным таблицам;
- сверло или зенковку, при помощи которых с края подготовленного отверстия будет сниматься фаска;
- комплект метчиков соответствующего размера;
- ручной держатель для метчиков (вороток);
- слесарные тиски (если изделие, в котором надо нарезать резьбу, необходимо зафиксировать);
- керн;
- молоток;
- машинное масло или другой состав, которым в процессе обработки необходимо смазывать как метчик, так и нарезаемый им участок резьбы;
- ветошь.
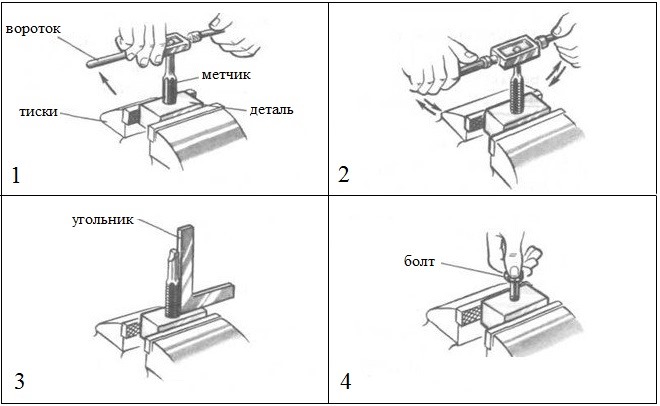
Схема нарезки резьбы метчиком
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.

Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.

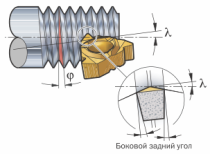
Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части.
Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.

По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.
Полезные советы
- Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
- При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
- Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скип@$&р.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Источник: automotocity.com
Как нарезать резьбу метчиком ютуб
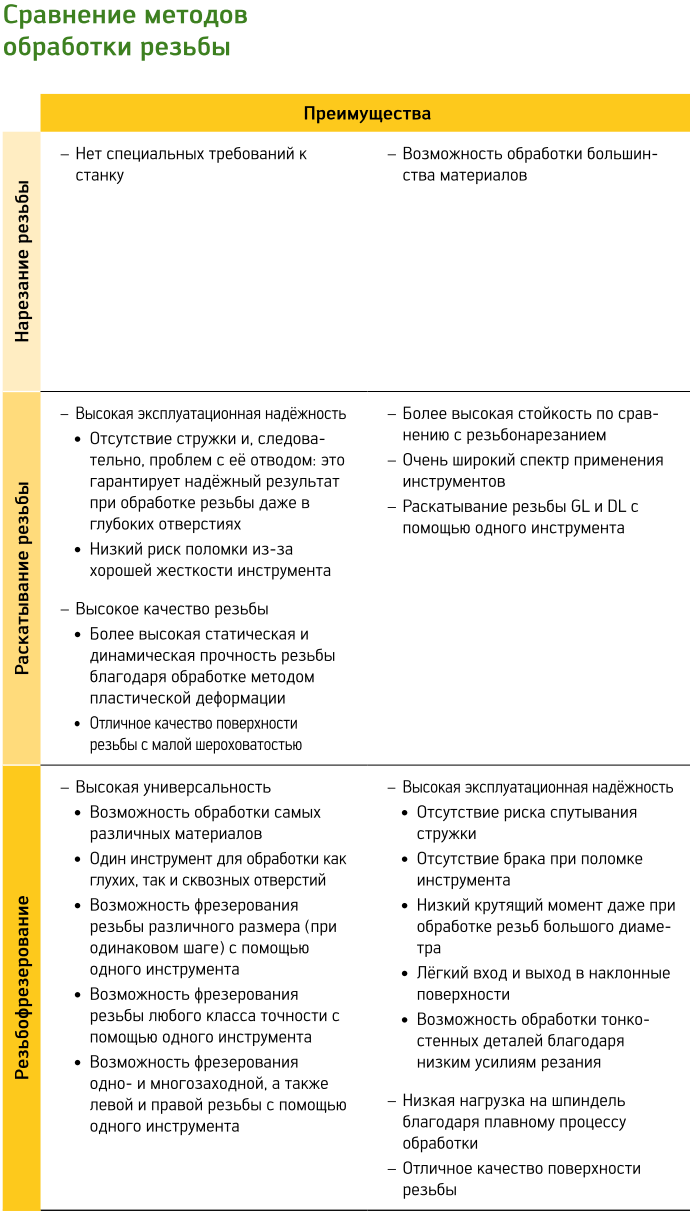
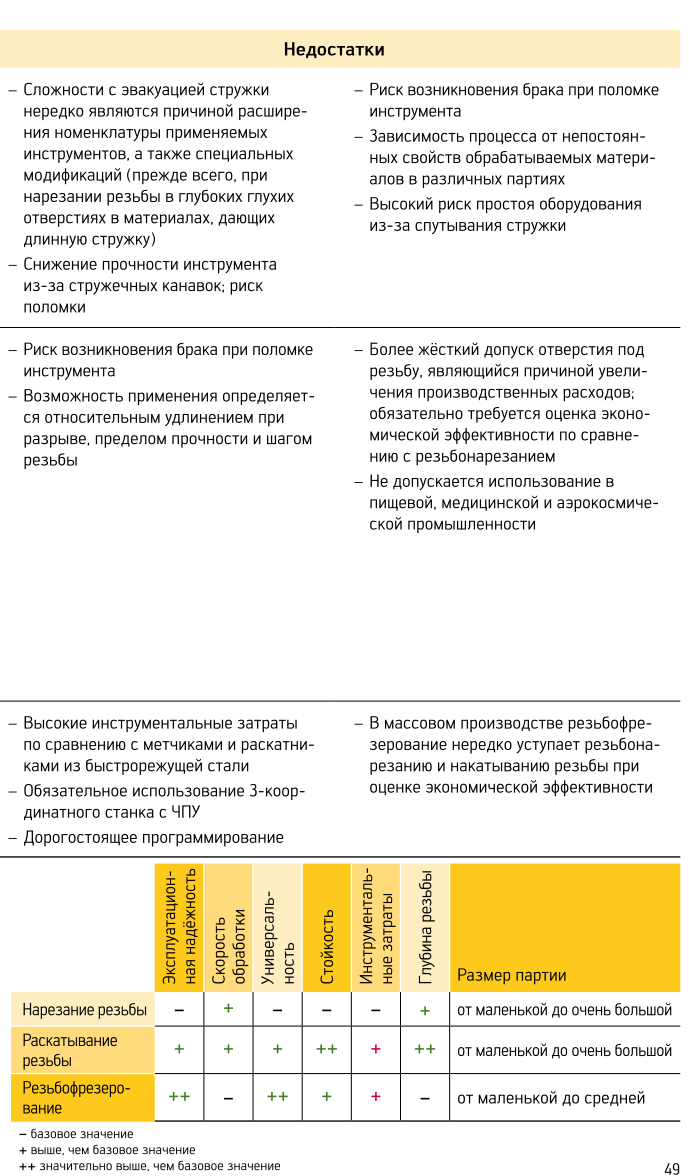
Более подробно рассмотрим первые четыре метода, наиболее часто применяемые на оборудовании токарно-фрезерных групп.
Нарезания токарными резцами.
Метод наиболее простой, в основном применяется на станках токарной группы, но может применяться и на станках фрезерных, при наличии ЧПУ управляемых расточных головок, расточных головок универсальных с радиальной подачей и в других редких нестандартных случаях (к примеру, когда мелкоразмерная деталь (заготовка) зажимается в цанговый патрон и устанавливается в шпиндель станка, а резец в державке (в тисках) крепится к столу станка, т.е. как бы инструмент и деталь меняются местами. )
Следует отметить:
— точение довольно простой и производительный метод;
— данным методом, при помощи одной державки и разных типов режущих пластин, можно легко получать различные виды резьб, с различными шагами, заходами, допусками и т.д.;
— во многих случаях получается хорошее качество резьбы и хорошая чистота обработанных поверхностей;
— экономически не дорогой метод и подходит для большинства материалов;
Есть и оговорки:
— зачастую метод не дает высокой производительности при массовом производстве;
— не самый лучший вариант для нарезания длинных ходовых винтов на токарном станке резцами (даже с люнетом), нарезания длинных шпилек. ;
— обработка вязких материалов может вызывать низкую чистоту поверхности и трудности с эвакуацией стружки;
— довольно большие сложности с обработкой глубоких внутренних резьб (уже при вылетах более 3-4 диаметров рекомендуется применение виброгасящих державок).
Часто возникающие вопросы.
Токарные резьбонарезные пластины для нарезания резьб в основном можно встретить нескольких типов:
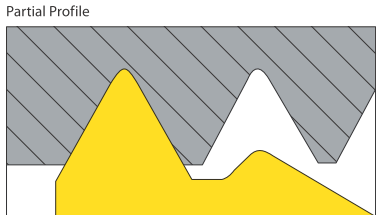
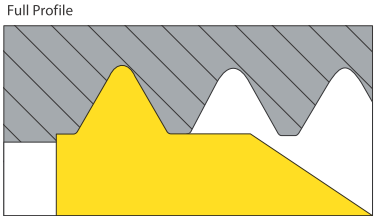
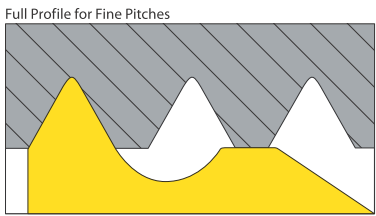
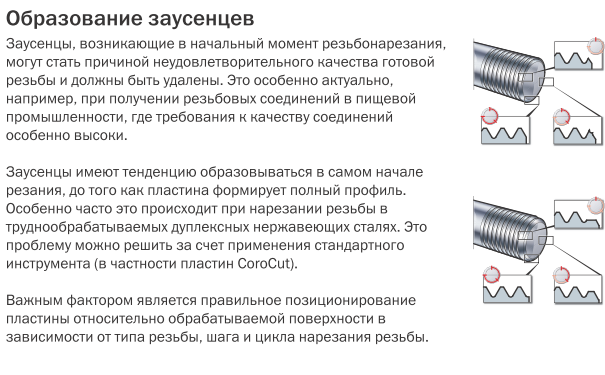
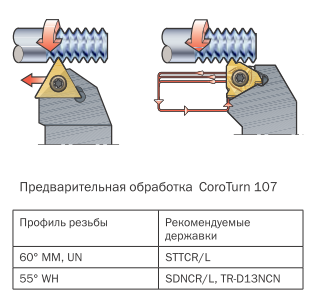
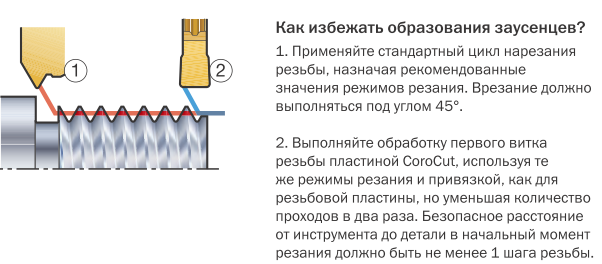
— пластины с полным профилем — профиль, радиус при вершине и во впадине, полностью соответствует шагу нарезаемой резьбы, иногда есть дополнительная зачистная кромка для снятия заусенца, наиболее точные и прочные резьбы;
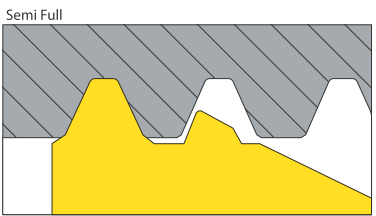
— пластина соответствует по углу профиля резьбы, одной пластиной можно резать различные шаги резьб;
— многозубые пластины (требуется меньше проходов).
Методы нарезания резьбы:
— радиальное врезание — метод хоть и простой, но чаще применяемый на старых системах ЧПУ и на универсальных станках — больше сложностей со стружкодроблением, больше склонность к вибрации, больше усилия и др., более применим для мелких резьб, равномерный износ пластины по всему профилю;
— односторонне боковое врезание — чаще применяется на современных системах ЧПУ, лучше стружкодробление, меньше склонность к вибрациям, меньше усилия, лучше работают пластины со стружколомами, меньше количество проходов;
— двухстороннее боковое врезание — чаще применим для более крупных резьб и для современных систем ЧПУ;
— обратное одностороннее боковое врезание — в основном связано с решением проблем эвакуации стружки.



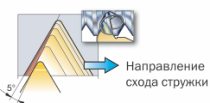
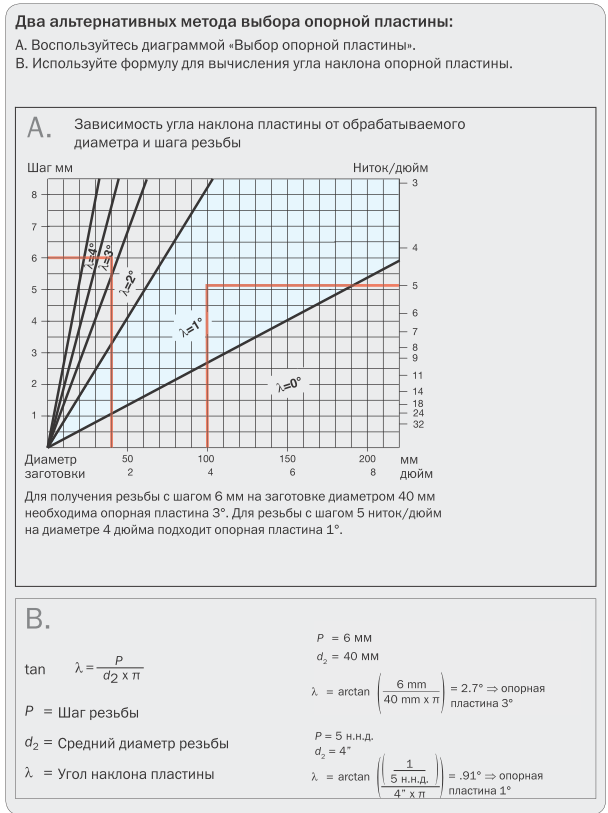
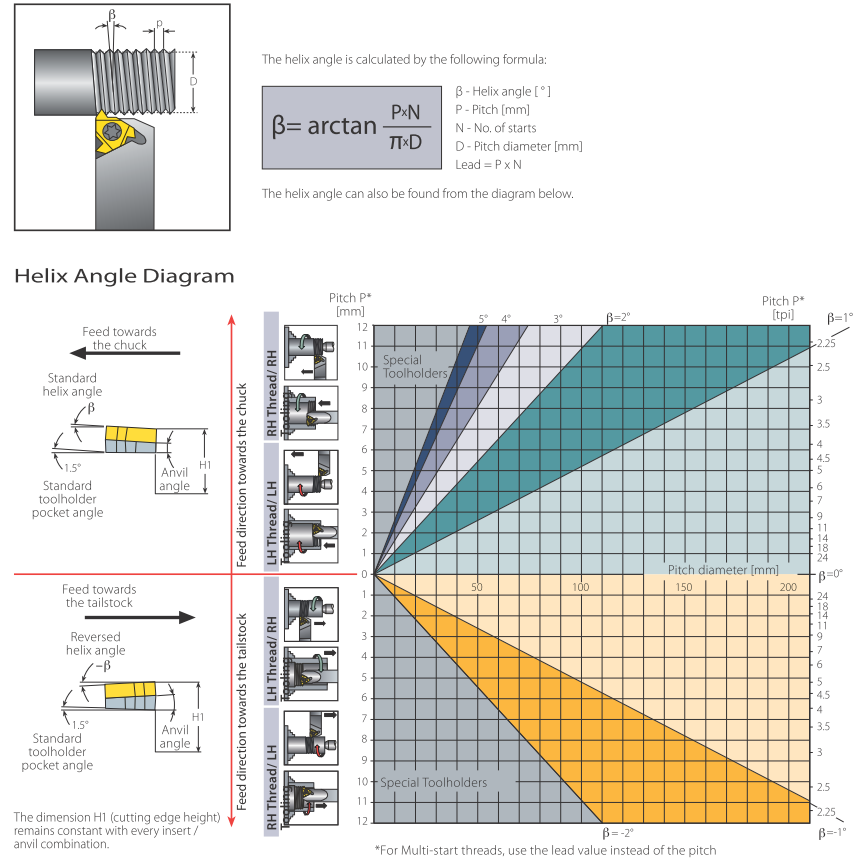
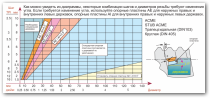
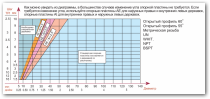
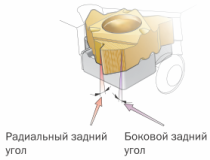
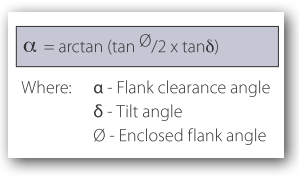
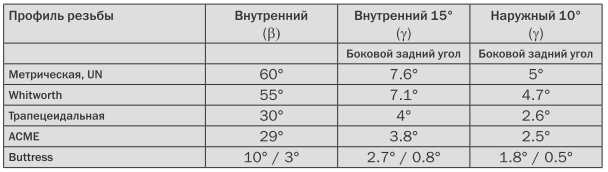
Следует всегда производить проверочный расчет опорных пластин на соответствие угла подъема резьбы.
В случае несоответствия происходит затирание одной из боковых сторон резьбы, искажается профиль резьбы, снижается стойкость пластин и т.д.
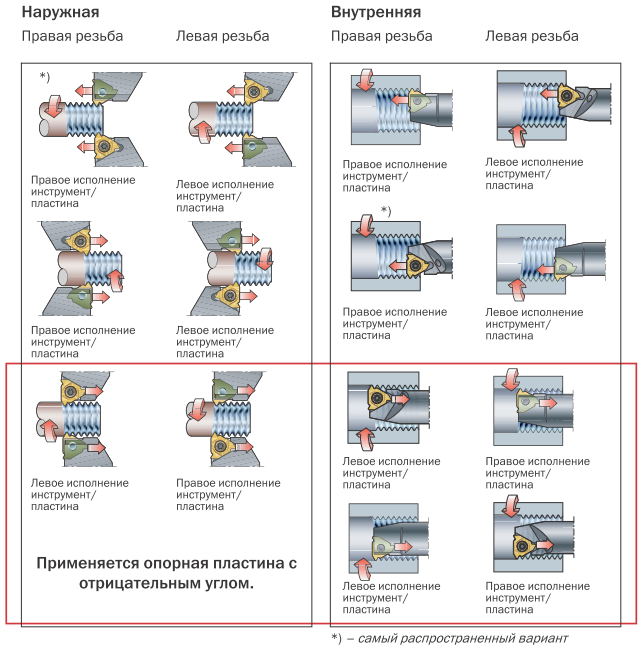
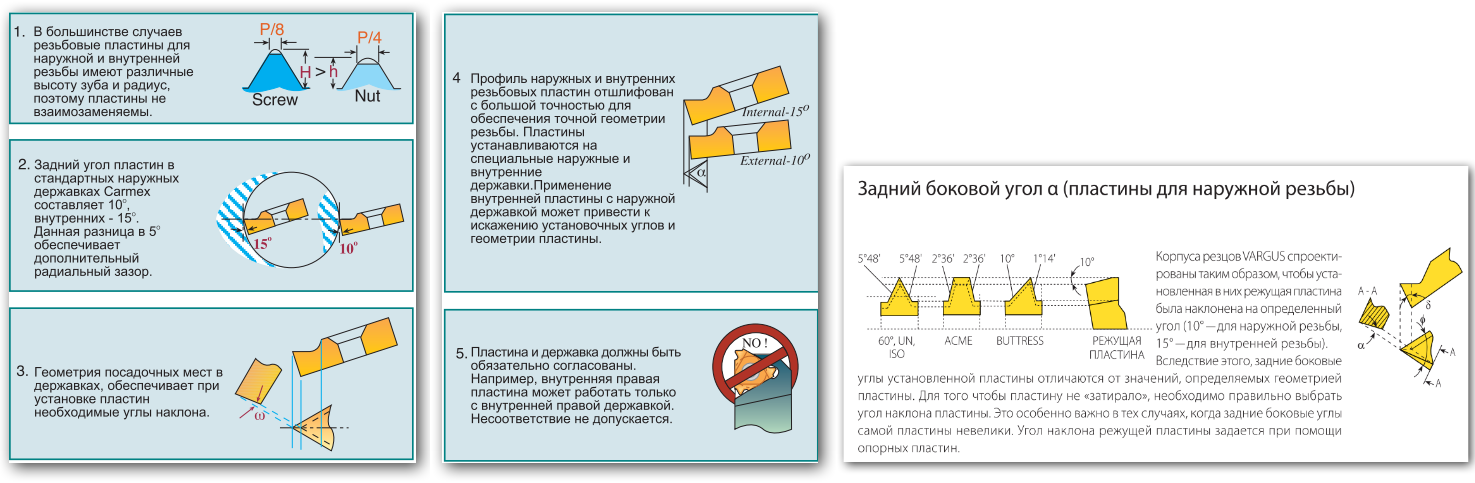
Иногда задают вопрос о возможности применения наружных правых резьбовых пластин, например, на внутренних левых державках.
Для качественных резьб такие замены недопустимы. Наружные пластины для наружных резьб, внутренние для внутренних. как бы они не были визуально похожи.
Есть ряд отличий в изготовлении этих пластин. Ниже приведены картинки из каталогов Sandvik , Vargus, Carmex , которые поясняют эти особенности.
Величина радиуса при вершине подбирается индивидуально для каждой операции в зависимости от условий обработки: скорости резания, количества проходов. Правильно подобранное значение радиуса является залогом высокой надежности и эффективности обработки.
Величина радиуса при вершине у пластин для нарезания внутренних резьб значительно меньше, чем у пластин для наружной обработки.
И еще ряд рекомендаций из каталога Sandvik:
Производителей инструментов для токарного резьбонарезания огромное количество, от дорогих брендов, до весьма дешевых.
Качество изготовления инструмента, качество крепления пластин, надежность пластин, производительность — довольно сильно зависят от цены инструмента.
Следует заметить, что большинство пластин для токарных державок взаимозаменяемы и легко устанавливаются в державки других производителей (но исключения есть, много пластин с дополнительными фиксирующими элементами, они, как правило, не взаимозаменяемы).
Среди производителей хотелось бы отметить две фирмы с большим ассортиментом и довольно качественным инструментом, при хорошем соотношении цена / качество.
На указанных сайтах есть довольно хорошее программное обеспечение в on-line режиме, по подбору инструментов, определению режимов резания, и даже написанию блока управляющей программы для различных систем ЧПУ. Программы довольно корректно выбирают и инструмент, и режимы резания, и методы нарезания резьбы, и разбивку по проходам и т.д.
https://www.vargus.com/vargus-genius-software — с поддержкой русского языка
И конечно же подобного типа резьбонарезной инструмент есть и в каталогах таких производителей как Sandvik , Ceratizit , Kennametal , Seco, Iscar, Arno , Pramet и многих других.
Резьбофрезерование.
Метод наиболее применим на станках ЧПУ фрезерной группы. Позволяет нарезать резьбы как внутренние, так и наружные резьбы с различным шагом и допусками.
Следует отметить:
— метод позволяет нарезать резьбу в не вращающихся деталях, в крупногабаритных деталях;
— один и тот же инструмент может применяться для нарезания разных размеров резьб и различных допусков, но с одинаковым шагом (однониточные (одновитковые) фрезы — с любым шагом) с некоторыми оговорками;
— метод позволяет более легко решать проблему стружкодробления в вязких материалах (наиболее часто применим для нержавеющих и жаропрочных материалов);
— не высокие усилия резания (что немаловажно при работе с увеличенным вылетом и при обработке тонкостенных деталей);
— возможность нарезания глухих резьб практически вплотную к дну отверстия;
— при поломке инструмента (в сравнении с метчиком) нет сложностей с удалением поломанного инструмента;
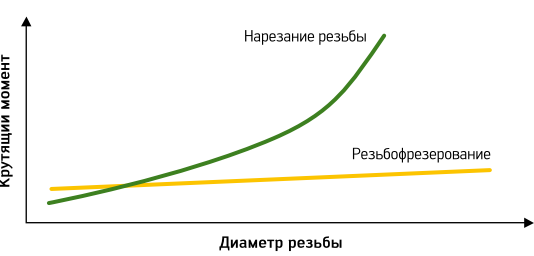
— в сравнении с метчиками в основном, наиболее экономически целесообразен для крупных резьб (во многих случаях от М8-М16, но целесообразное значение этих пределов может быть весьма разное в определенных случаях);
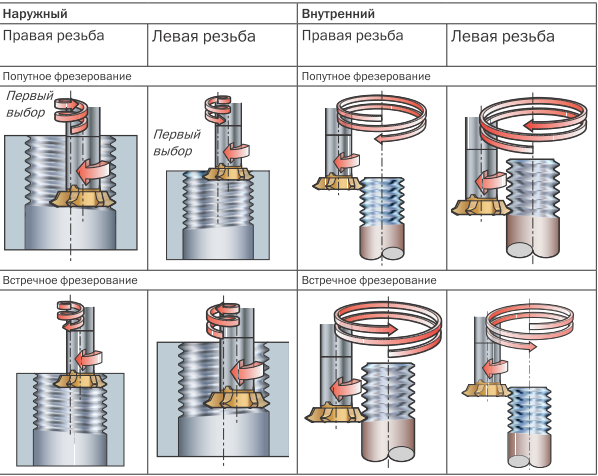
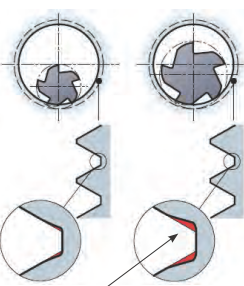
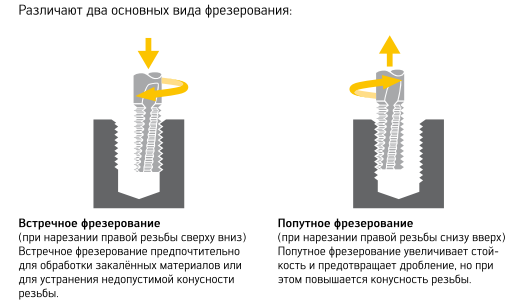
— в зависимости от выбранной траектории движения инструмента можно нарезать левые или правые резьбы, осуществлять встречное или попутное фрезерование.
Резьбовые фрезы формируют резьбу с несколько искаженным профилем. Степень искажения зависит от соотношения диаметра резьбы и диаметра фрезы, а также от шага резьбы.
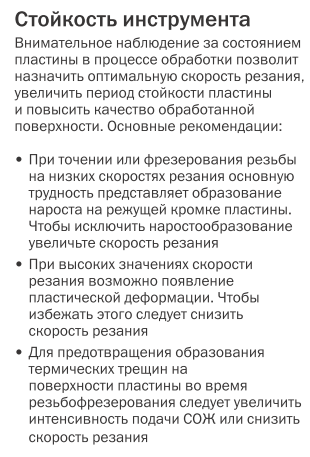
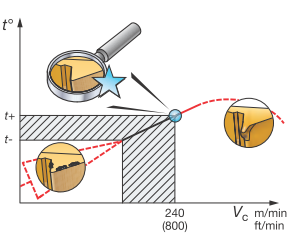
Чтобы минимизировать отклонения профиля диаметр фрезы не должен превышать 70% от диаметра резьбового отверстия.
Удаление припуска за несколько проходов позволит значительно улучшить обработку резьб с крупным шагом, а также исключит вероятность поломки инструмента при резьбофрезеровании в труднообрабатываемых материалах. Фрезерование резьбы за несколько проходов также целесообразно применять в случае, когда резьба имеет очень жесткий допуск. Кроме того, такой способ гарантирует стабильность процесса, даже если инструмент работает с большим вылетом или условия резания неблагоприятны.
Операции резьбофрезерования рекомендуется выполнять без использования СОЖ во избежание появления термических трещин.
Применение СОЖ допускается в случаях окончательной обработки нержавеющих сталей, алюминия, обработки жаропрочных сплавов или чугуна. Для улучшения процесса эвакуации стружки рекомендуется использовать обдув сжатым воздухом.
По конструкции резьбофрезы весьма разнообразны.
Монолитные твердосплавные фрезы в основном перекрывают диапазон внутренних резьб от М1 и изготавливаются размером до 20 мм, также изготавливаются серии малоразмерных резьбофрез начиная от диаметра 0,2 мм для мелких резьб. Есть серии резьбофрез для нарезания резьб в каленых материалах до 62-64 HRC.
Источник: carbidetool.ru