
Эксплуатация сварочного аппарата предполагает осваивание обширных знаний и практик. Табличные схемы с пропорциональностью силы тока и металла — это всего лишь база.
Только практикой возможно достичь качественного результата, используя разные настройки, в частности — свойства самого полуавтомата и заготовок.
Ниже изложены универсальные рекомендации по самостоятельной настройке полуавтоматического сварочного аппарата, включая критерии, с учетом которых возможно добиться рационального режима сварки.
Они будут особенно полезны для новичков, но сведущие мастера тоже могут почерпнуть что-то новое.
Краткие сведения
Прежде чем начать рассчитывать оптимальный режим сварки, нужно принять во внимание следующие факты. Настроить режим сварки для частного случая возможно, но он не будет универсальным.
Как настроить полуавтомат
Чтобы получить оптимальный результат, нужно просчитать тип, толщину металла, тип шва, пространственное положение при сварке. Опираясь на эти данные, подбирать необходимые настройки полуавтомата.
Для этого, однозначно, требуется правильно отрегулировать аппарат. Принцип его работы заключается в корректировании величины тепла, применяемого к плавлению присадочной проволоки.
Логично, что количество тепла для металла разной толщины, потребуется разное. Игнорируя этот фактор, тонкий металл может быть прожжен, а толстый — непроварен.
Теперь перейдем к конкретике. Полуавтомат имеет две базовые установки: напряжение дуги и сила сварочного тока. Сила тока пропорциональна скорости, с которой проволока подается в зону сварки.
С возрастанием силы тока увеличивается скорость подачи проволоки.
При самостоятельной настройке сварочного полуавтоматического аппарата стоит помнить о том, что значения напряжения дуги и силы тока — взаимосвязанные величины. Неприемлемо устанавливать регулировки наобум.
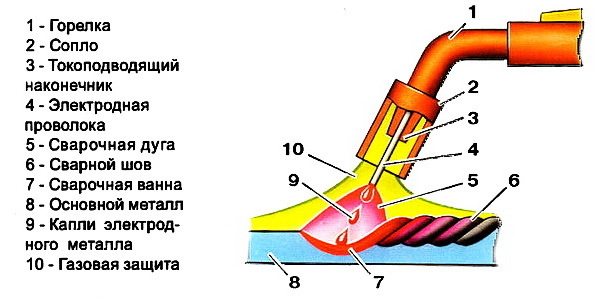
Наиболее подходящий режим сварки будет достигнут только при точных показателях, пропорциональных друг другу, силы тока и напряжения дуги. На иллюстрации показан принцип этой связи. Сила тока обозначается «скоростью подачи».
Критерии регулировки
Чтобы самостоятельно отрегулировать настройки сварочного полуавтомата, нужно опираться на определенные критерии. Однозначно, при работе потребуется делать постоянную регулировку аппарата и корректировать режим сварки. О причинах обязательности таких действий расписано ниже.
Завод-производитель выпускает одинаковые модели полуавтоматических аппаратов, но в силу несущественных различий деталей появляется специфичность позиции каждого полуавтомата по сравнению с другими, такой же модели.
Поэтому любые сведения о настройке определенной модели, неактуальны для конкретно вашего полуавтомата. Такая информация поможет приблизиться к нужным вам настройкам, но в случае слепого следования, вряд ли они подойдут на 100%.
Чтобы предупредить сгорание прибора, либо его выход из строя, нужно учитывать несколько факторов. Особое влияние имеет напряжение электросети.
Его перепад, проседание могут спровоцировать разные причины — от немощной проводки до электроприбора, параллельно включенного в общую сеть.
Также на параметры влияет температура при сварочных работах, диаметр и марка присадочной проволоки. Кроме того, необходимо постоянно перенастраивать устройство, если был дозаправлен газовый баллон.
Характеристики и свойства состава защитной смеси или газа могут различаться, что тоже влияет на наладку.
Помимо указанных критериев, нужно брать в расчет потребность корректировки установок аппарата при смене катушки проволоки, или при изменении положения в пространстве самого сварочного аппарата.
Эти характеристики базовые. Описанные ситуации могут не возникнуть, к тому же далеко не всегда понадобится перенастройка прибора. Однако есть обстоятельства, которые делают надстройку обязательной.
Например, при смене типа, марки сварочной проволоки, или же замене модели аппарата. Или при смене газа, в частности, если заменили углекислоту аргоном.
Либо газовой смесью заменили аргон. Существуют различные критерии, которые нужно учитывать, поднастраивая аппарат.
Наладка сварочного полуавтомата

Конкретизируем, какие именно самостоятельные настройки полуавтомата понадобятся для подбора подходящего режима сварки. В статье не будет затрагиваться тема заправки присадочной проволоки или регулировки подачи защитного газа.
С особенностями этих этапов рекомендуем ознакомиться заранее. Сейчас же сделаем упор именно на подбор силы тока и напряжения.
Именно эти две величины играют большую роль при регулировке для наиболее подходящего режима сварки, как показано на схеме выше.
Этап подготовки

Первоначально понадобится лист металла небольшой величины, толщиной около 5 мм. Его необходимо подготовить к сварке. Почистить все загрязнения, удалить коррозию, а также возможные остатки краски.
После этого следует зачистить поверхность. Можно использовать наждачную бумагу, металлическую щётку или шлифовальную машинку.
Этот кусок металла нужен для того, чтобы на нем можно было пробовать установленный режим, при этом обучаясь.
Не стоит сразу брать детали и заготовки. Чтобы их не повредить, для таких случаев лучше использовать куски металла, испортить которые не жаль.
Подбор оптимальных настроек : 1 этап
В первую очередь рекомендуем отрегулировать напряжение дуги. Изначально лучше выставить низкий показатель, примерно 15-20В, справедливо будет также выставить невысокий показатель силы тока, не более 100А.
Очень удобно, что в работе свободна одна рука, так как вы держите горелку одной рукой. Задействуйте вторую для подстройки. Так вы сможете корректировать режим, не отвлекаясь от процесса.
Пробуем сформировать сварной валик, акцентируем внимание на дугу и звук, параллельно надстраивая сварочный аппарат.
Показателями правильно отрегулированных настроек сварочного полуавтомата является чистый, равномерный звук и относительно постоянное горение дуги с минимальным разбрызгиванием.
Не следует озадачиваться глубиной проплава и формой валика, сейчас нужно определить при каких показателях можно добиться правильного горения дуги. При этом важно делать регулировку буквально на 1-2 значения, чтобы максимально точно подстроить аппарат.
Подбор оптимальных настроек : 2 этап

Теперь приступаем к рутинной части. Обязательно фиксируйте все значения! Самыми первыми запишем исходные параметры начальной точки работы дуги. Затем пробуем уменьшать силу тока при постоянном значении величины напряжения.
Снижайте ток на несколько значений, пытаясь подобрать то граничащее, при котором дуга горит стабильно, но ещё устойчива. Фиксируйте эти показатели.
Далее, не изменяя значение напряжения, постепенно увеличивайте ток, подбирая значение, при котором дуга будет гореть относительно стабильно. Зафиксируйте эти данные также.
В итоге вы сделаете 3 записи. При постоянной величине напряжения 15-20В, сила тока: менее 100А, минимально допускаемая сила тока и максимально допускаемая сила тока.
Далее пробуем понизить на 0,5В начальную величину напряжения (15-20В) и снова регулировать ток, находя показатели, при которых дуга будет гореть стабильно. Зафиксируйте эти данные.
Продублируйте процесс понижения значения напряжения на 0,5В с целью выведения подходящих значений силы тока до той границы, пока полуавтомат не прекратит варить. Опять фиксируйте все показатели.
После проведения описанных манипуляций, вы получите значение минимальной величины напряжения и значение минимальной, а также максимальной силы тока, при которой аппарат сможет выполнять сварочные работы.
На последующем этапе верните исходные показатели (15-20В, 100А) и повторите процесс самостоятельной настройки сварочного полуавтомата, только изменяя напряжение дуги на 0,5В больше установленного значения.
Шаг за шагом, вы приблизитесь к значению точки напряжения, при которой сварка станет нереальной. Запишите этот показатель.
График настроек

Что дают проведенные действия? Вы составляете рабочую схему, применимую именно для вашего аппарата. Для наглядности хорошо начертить график с указанием ваших настроек.
За образец можно использовать график самостоятельной настройки сварочного полуавтомата, изображенный на иллюстрации выше.
Вы ориентируетесь в возможностях вашего сварочного аппарата, осведомлены о минимально и максимально дозволенных величинах силы тока и напряжения для нужного режима.
При выполнении последующих работ вы сможете легко разобраться в деталях сварочного процесса и выстроить подходящие настройки.
Заключение
Подведем итоги. В статье собран опыт практикующих специалистов, которые неоднократно сталкивались с самостоятельной настройкой полуавтоматического аппарата и осуществлением сварочных работ.
Учитывайте, что не бывает комплекса установок, единственно подходящего для всех видов сварочных работ.
При настройке берите в расчет тип и толщину металла, диаметр и тип посадочной проволоки,положение аппарата в пространстве, тип газа и другие факторы, способные влиять на результат.
Не нужно слепо следовать схемам настроения, представленным в интернете либо в пособиях. Они дают лишь примерные рекомендованные значения напряжения и силы тока.
На деле их применение редко оказывается возможным. Каждый аппарат необходимо настраивать отдельно. Особенно важно следить за настройками при сварке тонкого или толстого металла, и корректировать их.

Professional
Профессиональный сварщик 6-го разряда с 15+ летним практическим опытом работы (не считая обучения) Регулярно проверяю опубликованные статьи и отвечаю на ваши вопросы! Спрашивайте, не стесняйтесь! =)
Источник: prosvarku.info
Сварка алюминия полуавтоматом — особенности, требования к оборудованию, технология
Сварка алюминия полуавтоматом – это процесс, требующий не только наличия определенных навыков, но и знания особенностей данного материала, варить который достаточно непросто. В статье мастер сантехник расскажет, о правилах сварки алюминия полуавтоматом.
Алюминий — пожалуй самый капризный металл

Основная сложность соединения алюминиевых деталей при помощи сварки заключается в том, что на поверхности данного металла всегда присутствует тугоплавкая оксидная пленка, которую необходимо удалить. Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Сварка алюминия полуавтоматом или с использованием любого другого оборудования осложнена еще и тем, что данный металл отличается очень высокой теплопроводностью и невысокой температурой плавления. Именно из-за этого заготовки из алюминия при сварке часто прожигаются и деформируются.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода

Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
- Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).
Преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:
- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель.
Требования к оборудованию и расходным материалам

Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
- Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.

- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек.

- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь.
- Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва.
- Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.
- Сварка MIG/MAG алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
Как правильно выбрать полуавтомат для сварки алюминия

На выбор полуавтомата для сварки может повлиять ряд факторов:
- В каких условиях будет происходить работы, возможности и тип электросети (220-380 В). Например, устройство будет использоваться для частных нужд или бизнеса (кузовные работы и т. д.). Для каждого конкретного случая требуется свое постоянное напряжение сети;
- Жесткие требования к качеству шва. Для мелкого ремонта: конструкции общего назначения (ворота, декоративные элементы интерьера квартиры, калитки) подойдет бытовой вариант полуавтомата, но если предполагается использовать агрегат для сварки ответственных конструкций (водопровод, газовые трубы, отдельные элементы торговых павильонов) потребуется профессиональный аппарат;
- Требуемая толщина, длина шва;
- Вид материалов, с которыми предстоит работать. Для работы по алюминию потребуется агрегат с возможностью подсоединения баллона с инертным газом (аргоном).
Все варианты можно условно разбить на такие основные группы:
- Бюджетные;
- Среднего класса;
- Среднего класса с импульсным режимом;
- Промышленные модели с импульсным режимом.
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт. Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C.
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Подготовка к сварке
Любая работа начинается с подготовки, пренебрегать этим моментом не стоит. Если предполагается вести работу с толстыми деталями, то сначала требуется зашкурить свариваемые поверхности. При сварке небольших элементов, их можно зачистить металлической щеткой (иногда поставляется в комплекте) или наждачной бумагой с фракцией Р25-40 (для тканевых основ), Р120-240 (для бумажной основы). Обозначение зависит от завода изготовителя, в примере приведены обозначения отечественного производителя.
После шлифовки необходимо ликвидировать налет, убрать оксидную пленку и обезжирить материал с помощью ацетона или другого похожего по составу вещества. Кроме этого, может потребоваться расшивка кромок, если толщина заготовки более 5 мм. Это необходимо для того, чтобы обеспечить максимальную глубину проварки, так как некоторые свойства материала ухудшают этот показатель.
Чтобы улучшить и усилить соединение конструкции, края деталей желательно зашлифовать или обрезать под углом в 30-45 градусов (зависит от толщины). Далее полученные после обработки края можно обработать флюсом, чтобы обеспечить дополнительную защиту, а также избежать образования оксидной плёнки.
После того, как проведены подготовительные работы, можно приступать к сварке.
Технология сварки алюминия

В процессе работы следует наблюдать за расположением горелки относительно свариваемой поверхности. Рекомендуемый угол наклона составляет 10-15 градусов. Газ начинает подаваться за 5-7 секунд до начала сварочных работ, отключение происходит через аналогичный промежуток времени. Это необходимо для того, чтобы газ успел подготовить оптимальный для сварки микроклимат.
Движение горелки должно осуществляться только вдоль шва. Поперечное движение может привести к хрупкости свариваемой поверхности.
При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
При завершении сварочного шва на конце может появиться небольшой кратер, чтобы его заплавить требуется понизить сварочный ток за 1-1,5 см до конца шва.
Источник: tvin270584.livejournal.com
Как настроить полуавтомат ютуб
You are using an outdated browser. Please upgrade your browser to improve your experience.
как настроить полуавтомат — Video
Подборка видео на тему: как настроить полуавтомат — видео. Смотрите онлайн, комментируйте, ставьте оценки и делитесь с друзьями.

Сварка ПОЛУАВТОМАТОМ для новичков. Вяжем узлы из секретов.
8 минут 42 секунды
Несколько несложных правил для использования длинного сварочного рукава с двухроликовой протяжкой. #сварка .




⚡Полуавтомат Foxweld Uno MIG 180 COMBI – правильная настройка сварочных процессов.
11 минут 29 секунд
Как правильно




Вступление
Канал — https://www.youtube.com/channel/UCBKAyCRdv_r9_Ykg4u3eKbA #mma #Сварка #СваркаСтали #100Ампер .




Настройка аппарата
12 минут 47 секунд
Кто умеет пользоваться поиском — найдет этот аппарат дешевле) Группа вк — https://vk.com/club212137491 По практике .




Сварка профтруб
https://www.youtube.com/watch?v=gWb8Vl905Ysu0026t=7s — ссылка на полное видео. https://izmail-invertor.com.ua/ — сварочное .




Настройка полуавтомата на ощупь Foxweld Uno MIG 180 COMBI
25 минут 4 секунды
Как показала практика, у многих новоиспеченных сварщиков, возникают трудности в




Как настроить полуавтомат — невидимку ? / Foxweld Uno MIG 180 COMBI (งツ)ว口
HUGONG SUPERMATRIX 500 III — Промышленный синергетический инверторный сварочный




Как настроить сварочный полуавтомат
11 минут 22 секунды
Привет, сварные! Сегодня не просто распаковка! Сегодня я начинаю испытание нового сварочного аппарата! Сварка в .




Полуавтомат Динамика 1600. Как настроить. Мои ошибки.
12 минут 57 секунд




Как настроить сварочный полуавтомат с кнопками вместо крутилок.
10 минут 12 секунд
Пробуем сваривать автожесть 0.8мм #сварка #




Как настроить сварочный полуавтомат с «Кнопочным» управлением. ПАТОН Pro MIG250-15-2.
5 минут 16 секунд
Всем привет! Сегодня сварка




Бомбический и мощный полуавтомат , который может все HUGONG Supermatrix 500S III полный обзор мдфкл
6 минут 22 секунды
Всем привет!




DEKAPOWER XTRAMIG 200. Мощно и недорого! Сварка полуавтоматом в гараже!
В этом видео будем изучать новинку от VNIISSOK Сварочный




ОБЗОР СВАРОЧНОГО ИНВЕРТОРНОГО ПОЛУАВТОМАТА VNIISSOK MIG-205 2023г
9 минут 33 секунды
Задача заключается в




полуавтомат динамика 2000 аврора сварка мангала
8 минут 6 секунд
Канал — https://www.youtube.com/channel/UCBKAyCRdv_r9_Ykg4u3eKbA #MIG #Сварка #СваркаСтали #100Ампер .




Пробуем сваривать автожесть 0,8мм #сварка #полуавтомат #grovers
19 минут 22 секунды
Если хотите поддержать канал — Сбербанк — 4274320101331869




Секреты сварки полуавтоматом! Такого ты точно НЕ ВИДЕЛ!
4 минуты 52 секунды




Как настроить? Полуавтомат Сварка. IRMIG 160
54 секунды



«Скажу, что сейчас это дома в стиле фахверк достаточно популярны, только проблема в том, что зачастую сложно найти добросовестного и профессионального исполнителя. Мне посчастливилось — я обратился в компанию Интек Хаус. Архитектор Константин мне . «
(Добавлено: 20.09.2023)
«Во многом впечатления от книги сходятся с мнением автора ролика. Книга яркая, необычная. Очень противоречивая. Я вот остался в восторге, а другу совсем не понравилось. Говорит: «В жизни так не бывает!». А по-моему, последние события доказывают, чт. «
(Добавлено: 20.09.2023)
«Отель зачетный, вид с балкона — прямо сказка. А как океан громко рокочет, заслушаться можно. Только неясно, зачем внутри номера два кондиционера, еще и вентилятор-пропеллер под потолком, одного кондиционера уже бы хватило. Работники самого отеля м. «
(Добавлено: 20.09.2023)
«Это что за чудовище?Немытый,нечесаный,без зубов,во рванье.Сидит за столом с поднятыми ногами.Говорит кое как.Все олигофрены ударились в блогеры.Это разве можно людям показывать?!Из психушки что ли убежал?Вот долбоящер!Такие бы уж не жили что ли.»
(Добавлено: 20.09.2023)
«Мои сыновья тоже очень хорошие заботливые но не имеют такой возможности слетать в Париж о чем я когда-то мечтала Зарплаты в нашем регионе такие низкие до смешного 10-15 тысяч Кому повезет то и 20 тысяч рублей А видео очень понравилось Такое жизнен. «
Источник: ratevideo.ru