Сварочные полуавтоматы популярны среди не только среди профессионалов, но также среди любителей, исповедующих простое правило: хочешь сделать хорошо – сделай сам. Именно для них следующий материал «Сварка полуавтоматом». Видео прилагается.
Работа сварочным полуавтоматом отличаются от операций с бытовыми инверторами, с чем справится не каждый сварщик-любитель. Тем более, таким пользователям будет интересна настройка сварочного полуавтомата.
Особенности работы полуавтомата
Существенное отличие сварки полуавтоматом от обычной дуговой состоит в том, что процесс ведется не с помощью электродов, а с применением специальной проволоки, которая подается автоматически (с катушки). При этом сама сварка проводится вручную.
Сварочный полуавтомат профессиональный позволяет повысить как скорость процесса, так и эффективность. Кроме этого, данный вид сварки позволяет сваривать самые различные металлы – под разным углом, в разных плоскостях. Помимо черной стали можно варить нержавейку, алюминий, другие металлы.
Полуавтомат из инвертора (РДС). Первые ШАГИ!

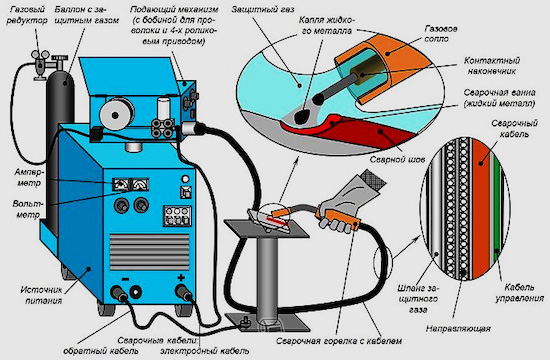
Как работает сварочный полуавтомат? Видео ясно демонстрирует, что сварка полуавтоматом производится при помощи горелки – в среде защитных газов. Ток подается на горелку через выпрямитель; при этом масса классически идет на свариваемую деталь.
Функция защитных газов – аргона, углекислого газа или смеси инертных – заключается в том, чтобы вытеснить воздух и содержащиеся в нем азот и водяной пар из зоны сварки, исключая, таким образом, загрязнение сварочного шва.
Также сварка полуавтоматом, видео которого вы найдете внизу, может осуществляться без защитного газа — порошковой или флюсовой проволокой, т.н. прямым током, когда плюс подается на проволоку.

Полуавтомат дает пользователю следующие преимущества перед ручной дуговой сваркой:
возможность работать с тонкими – от 0,5 мм;
внешнее покрытие или коррозия не являются препятствием для сварки;
более низкая стоимость по сравнению с другим сварочным оборудованием.
При этом полуавтомат имеет и свои недостатки. Во-первых, это излучение дуги, степень которого выше, чем при обычной сварке. Кроме того, при сварке без защитного газа капли металла могут разбрызгиваться на большей площади. Минимизировать такие недостатки поможет настройка сварочного полуавтомата.
Настройка полуавтомата
- характеристики и толщина свариваемых материалов;
- характер шва (горизонтальный, вертикальный);
- особенности конструкции;
- интенсивность использования аппарата;
- нагрузка сети.
Настройка полуавтомата проводится в точном соблюдении всех параметров, указанных в специальных таблицах. Так, надо учитывать силу тока, потому что слишком низкая может существенно повлиять на качество шва или сделает сварку невозможной.

В некоторых моделях регулируется только напряжение. Принцип настройки следующий: толще металл – выше рабочее напряжение (и сила тока).
Следующий шаг – настройка подачи проволоки; она также должна соответствовать показателям в таблице. Проволока поступает в мундштук с катушки по специальному шлангу. Есть модели, оснащенные коробками переключения передач.
Для этой же цели используются сменные шестерни (они идут в комплекте с аппаратом).
Настройка скорости подачи учитывает толщину металла, а также диаметра проволоки. При слишком быстрой подаче велика опасность того, что электрод будет не успевать плавиться. Слишком низкая подача означает быстрое сгорание проволоки; металл при этом расплавляться не будет.
В любом случае собственный опыт будет просто неоценим. Вот так в общих чертах настраивается сварочный полуавтомат, видео ниже.
Сварка полуавтоматом
Строго соблюдайте все рекомендации в соответствие с инструкциями. Здесь много разных нюансов, которые нужно учитывать.
Если используется защитный газ, необходимо проверить баллон и настроить на редукторе нужное рабочее давление. Выбор самого газа зависит от типа металла и задачи. Ну и закрепите баллон должным образом.
Чтобы начать сварку, выставляем рычаг в положение «Вперед». После того, как воронка наполнится флюсом, устанавливаем держатель таким образом, чтобы наконечник мундштука был в зоне сварки.

Открываем заслонку флюсовой воронки и нажимаем кнопку «Пуск». Чтобы загорелась дуга, достаточно просто чиркнуть держателем по металлу. Не забывайте про защитную маску и другие меры безопасности.
Нужно учитывать, что полуавтомат нельзя перегружать и варить долгое время в непрерывном режиме. Перед тем, как начать работу, посмотрите, что такое сварка полуавтоматом — видео прилагается.
Еще по этой теме на нашем сайте:
- Схема простого сварочного инвертора – электросхема инверторного сварочного аппарата для дома
Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей –. - Сварка трубопроводов — соблюдаем ГОСТ при сварке труб
Исходя из условий работы и прямого назначения, к трубам предъявляют целый список условий, установленных ГОСТом (специальный технические условия). Так, например, сварочные трубы, которые применяются во. - Принципиальная схема простого сварочного инвертора
Сварочный аппарат инверторного типа работает на основе принципиальной схемы, созданной специально для повышения производительности и экономии. С помощью такого аппарата производится целый спектр сварочных работ. - Схема сварочного аппарата постоянного тока для сборки
Самодельный сварочный аппарат может прекрасно подойти для выполнения бытовых задач средней сложности. Естественно, с полноценным сварочным инвертором его трудно сопоставить, но небольшие домашние работы такой.
Источник: swarka-rezka.ru
Полуавтомат или инвертор — что лучше выбрать для дома
Этим вопросом часто задаются сварщики-любители, среди которых есть и новички, и люди опытные. И это не случайно. Многие сварочные технологии, совсем недавно применяемые только в профессиональной среде, теперь доступны индивидуальным пользователям. Наряду с привычными аппаратами ручной дуговой сварки в домашних мастерских стали появляться более сложные полуавтоматические устройства.

Оправдан ли такой выбор? В каком случае разумнее приобрести сварочный инвертор, и когда мастер может пожалеть, что у него нет полуавтомата? Попробуем разобраться в этом. Но сначала придется договориться о терминах, ведь сварочный полуавтомат тоже может быть инверторным.
Тонкости терминологии, или что такое инвертор
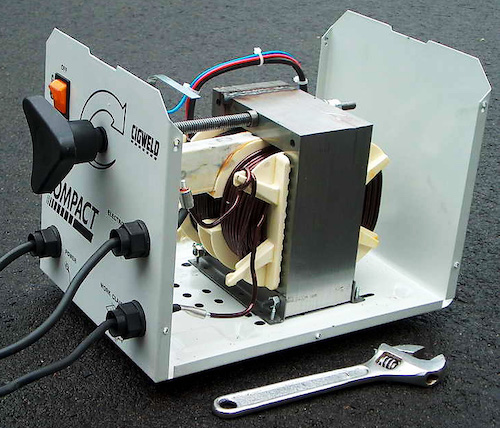
В широком смысле слова инвертор ― это один из трех типов преобразователей сварочного тока. Чтобы лучше представить его достоинства, достаточно кратко напомнить о двух других: трансформаторе и выпрямителе. Сварочный трансформатор ― это классика ручной дуговой сварки, устройство, которое модулирует переменное сетевое напряжение в переменный сварочный ток. Трансформаторные сварочники хорошо знакомы мастерам «старой школы». Эти аппараты не обеспечены функциями, облегчающими сварку, и требуют большого опыта и сноровки.
Сварочный выпрямитель ― устройство, которое способно преобразовать переменный ток в постоянный. На базе таких преобразователей создается оборудование для разных режимов ручной (ММА, ТIG) и полуавтоматической (MIG/MAG) сварки. Эти довольно крупные стационарные установки, как правило, используются на производстве.
Сварочный инвертор ― более совершенный источник сварочного тока, который выпрямляет сетевое напряжение дважды. Все этапы преобразования тока контролируются электронной системой управления. В результате формируются идеальные токовые значения для любого способа сварки. А главное все это воплощено в легких, компактных аппаратах и обеспечено опциями, которые значительно упрощают сварку и улучшают качество соединения.

Каким может быть инверторный сварочный аппарат?
На базе инверторных преобразователей тока выпускают множество разных устройств с различным функционалом. Среди них есть как инверторы ручной дуговой сварки, так и инверторные полуавтоматы. Причем и те, и другие могут быть представлены в различных модификациях. Например, существуют инверторы ММА, инверторы TIG, инверторы ММА/TIG. А полуавтоматы MIG/MAG могут дополнительно поддерживать режимы MMA, TIG, холодной, импульсной или плазменной сварки.
Инверторы ММА
Ручная дуговая сварка (в международной маркировке ― ММА) ― базовая и самая распространенная сварочная технология. До недавнего времени для ее выполнения частные мастера могли использовать только сварочные трансформаторы, требующие серьезной подготовки и опыта. Меняет ли что-то инвертор? Для наглядности стоит вспомнить характер процесса.
Особенности технологии ММА
Этот вид ручной электросварки выполняется плавящимся покрытым электродом. Сварочная ванна формируется за счет плавления кромок соединяемых деталей и сердцевины электрода. Элементы, входящие в состав покрытия, при горении образуют газовую среду, которая защищает зону сварки от окисления и обеспечивает стабильность электрической дуги.
Таким образом, электроды в ММА являются и проводником энергии, и присадочным материалом, и источником газовой защиты. Это расходные (штучные) компоненты сварки, которые подбираются по размеру и составу покрытия в зависимости от вида и толщины свариваемых металлов. В электрододержатель они устанавливаются вручную и требуют своевременной замены, так как сгорают довольно быстро. Сварка осуществляется одной рукой.
Основные сложности процесса ММА всегда были связаны с поджигом и удержанием дуги в условиях незащищенной сварочной зоны. Затруднения вызывают контроль электрода и настройка параметров сварки.

Что дает инвертор?
- Любой инверторный сварочный аппарат оснащен автоматическим функциями, которые минимизируют перечисленные выше сложности:
- Hot Start (горячий старт) значительно упрощает поджиг электродуги;
- Arc Force (форсаж дуги) стабилизирует дугу в условиях незащищенной ручной сварки;
- Antistick (антизалипание) упрощает отрыв электрода от поверхности заготовки при его прилипании.
- Все эти функции работают по принципу повышения или понижения сварочного тока в нужный момент и, конечно, автоматически.
- Поскольку инвертор обеспечивает постоянный сварочный ток и стабильную дугу при его понижении, им можно сваривать такие сложные материалы, как нержавейка и алюминий (с ограничением по толщине и предварительной подготовкой деталей).
- Работа всех узлов аппарата координируется электронной платой.
- Понятная панель управления помогает легко и быстро настроить аппарат.
- Инвертор позволяет максимально снизить вес и размеры сварочного оборудования.

Ресанта САИ-220
- Max мощность, кВт 6.6
- Диаметр электродов, мм 1.6-5.0
- Max ток, А 220

Ресанта САИ-250
- Max мощность, кВт 8.7
- Диаметр электродов, мм 1.6-6.0
- Max ток, А 250
Главные плюсы сварки ММА:
- возможность работы в труднодоступных местах;
- отсутствие ограничений по положению в пространстве;
- минимальный состав оборудования, его легко установить и транспортировать;
- невысокая стоимость оборудования (в сравнении с другими устройствами).
При условии верного подбора электродов такой сваркой можно соединять разные виды металлов: черные и цветные, любой степени легированности. Но, к сожалению, не все и не всегда.
Основные ограничения:
- Ручную дуговую сварку плавящимся электродом невозможно использовать для соединения тонколистовых металлов (толщиной до 2 мм).
- Швы получаются неровные, со множеством наплавлений, шлака и окалины, требуют серьезной зачистки и шлифовки (чтобы избежать коррозии). Для конструкций с повышенными требованиями к эстетике они не годятся.
- Скорость выполнения ручной сварки существенно ниже, чем полуавтоматической. Поэтому там, где сварочной работы много и она постоянно прибывает, инвертор ММА не справится.
Оптимальные условия для применения инвертора ММА

- Он незаменим там, где невозможно применение других устройств и видов сварки.
- Особенно удобен для тех, кто работает на разных объектах и часто перевозит сварочное оборудование.
- Подойдет для решения большинства задач бытовой сварки, где важна надежность соединений и допустимы эстетические изъяны шва.
Инверторы ММА/TIG
Нередко в практике частного сварщика возникает необходимость аккуратно соединить очень тонкие, часто алюминиевые детали (например, в авторемонте). Тут поможет только технология аргонодуговой сварки.
Что такое метод TIG?
Это тоже вид ручной дуговой сварки. Но, в отличие от ММА, она осуществляется неплавящимся вольфрамовым электродом в среде защитного газа (чаще всего аргона). Сварной шов формируется за счет плавления кромок соединяемых деталей. Иногда, чтобы укрепить соединение, используют присадочный прут или проволоку из того же металла, что и свариваемые заготовки. В этом случае сварщик работает обеими руками: одной перемещает горелку, а другой подает присадку.

Andeli TIG-250PL
- Max мощность, кВт 5.7
- Диаметр электродов, мм 1.6-4.0
- Max ток, А 200

Redbo Pro WSME-315
- Max мощность, кВт 9
- Диаметр электродов, мм 1.0-6.0
- Max ток, А 250
Основные плюсы TIG-сварки:
- отсутствуют брызги плавящегося металла;
- локальный нагрев позволяет избежать деформации заготовок;
- электрод не плавится, поэтому легче контролировать сварочную ванну и длину дуги;
- газовая среда защищает зону сварки от окисления и образования шлака.
Среди минусов ― медлительность процесса и ограниченная мобильность газового оборудования.
Зачем нужна аргонодуговая сварка?
- Защитная газовая среда позволяет варить магний, алюминий, все виды стали, медь и титан. Причем можно соединять разнородные металлы, например, нержавейку и углеродистую сталь, медь и латунь и т.п.
- Можно соединять очень тонкие заготовки, особенно из цветных металлов.
- Выполнять швы ювелирного качества, не подверженные коррозии и повреждениям.
Чем придется дополнить инвертор?
Помимо источника сварочного тока с маркировкой TIG, для аргонодуговой сварки понадобится приобрести газовый баллон с редуктором, манометрами и шлангом. В качестве расходных материалов надо учесть набор вольфрамовых электродов разной толщины, присадочные материалы и газ.
Когда стоит покупать инвертор ММА/TIG?
Покупку отдельного аппарата для TIG-сварки мы обсуждать не будем (он необходим только специалистам). Для индивидуальной мастерской можно рассмотреть вариант устройства, которое поддерживает оба режима ручной дуговой сварки. Он, конечно, будет стоить дороже, чем просто инвертор ММА. Газовое оборудование потребует определенных условий установки и дополнительных расходов.
Но если сварщик-любитель не хочет ограничивать свои возможности только сваркой простых конструкций из толстого металла, стоит обратить внимание на инверторы ММА с дополнительным режимом TIG. Их можно использовать для сварки штучными электродами и в этом качестве применять в любом месте. А в стационарных условиях и с необходимым оснащением появится возможность аргонодуговой сварки.

Инверторные полуавтоматы MIG/MAG
Полуавтоматическая сварка в среде инертных (MIG) или активных (MAG) газов славится самой высокой производительностью. Поэтому с тех пор, как начали выпускать полуавтоматы инверторного типа, эта технология стала интересна не только профессионалам.
Главное в сварке MIG/MAG
Сварочная проволока здесь является и электродом, и присадочным материалом. В равномерном и непрерывном режиме она автоматически подается в горелку. Электрическая дуга, проволока и сварочная ванна защищены поступающим через горелку газом. В таких условиях сварщику остается только правильно выставить рабочие параметры и, удерживая нужное расстояние до поверхности металла, вести горелку вдоль линии стыка.
Возможности сварки инверторным полуавтоматом
Полуавтоматы на базе инвертора практически универсальны. Варить можно высоколегированные и нержавеющие стали, алюминий, медь, латунь, титан и всевозможные сплавы. Инверторный преобразователь обеспечивает плавную регулировку значений сварочного тока и индуктивности в разных режимах сварки. Электронный блок управления гарантирует слаженную работу источника питания и механизмов подачи проволоки и газа.
Многие модели полупрофессионального (любительского) класса поддерживают дополнительные режимы сварки: ММА, TIG, импульсной, плазменной и холодной. Они имеют широкий диапазон опций, так как рассчитаны на использование в небольших частных мастерских, где ведутся разнообразные сварочные работы и нет возможностей для установки отдельных аппаратов.

FoxWeld UNO MIG 207 LCD
- Max мощность, кВт 5.6
- Диаметр электродов, мм 1.6-5.0
- Max ток, А 200

FoxWeld INVERMIG 205
- Max мощность, кВт 6
- Диаметр электродов, мм 1.6-4.0
- Max ток, А 200
Главные достоинства полуавтоматической сварки:
- высокая скорость и производительность;
- возможность выполнения длинных непрерывных швов отличного качества;
- универсальность (можно соединять металлы разных видов и толщин).
Основные недостатки ― низкая мобильность и высокая стоимость оборудования.
Особенности моделей инверторных полуавтоматов
Полупрофессиональные полуавтоматы, как правило, представляют собой моноблок. То есть, источник сварочного тока, блок управления и механизм подачи проволоки заключены в один корпус. Это делает их более транспортабельными и удобными для размещения. Компактный многофункциональные полуавтоматы хорошо приспособлены для стандартной электросети с напряжением 220–230 В и небольших помещений.
При всей сложности и разнообразии опций инверторные полуавтоматы, как правило, имеют удобную панель управления с индикаторами, дисплеями и понятной системой настроек. Этот «дружественный интерфейс» особенно полезен для новичков.
Существуют модели с ручной настройкой параметров, которую предпочитают опытные мастера. И есть устройства с синергетическим управлением, обеспеченным электроникой. В этом случае в настройках достаточно выставить один показатель (например, диаметр электрода), и система автоматически установит остальные параметры сварки. Разные модели полуавтоматов имеют от 3 до 10 ячеек памяти, в которых можно сохранять установленные программы сварки.

Необходимая оснастка и расходные материалы
К моноблоку инверторного полуавтомата устанавливается газовое оборудование: газовый баллон с редуктором, манометрами и шлангом. Основной набор оснастки часто входит в комплектацию полуавтомата и зависит от сложности модели. Чем больше сварочных режимов обеспечивает устройство, тем более разнообразные элементы входят в состав комплекта. Это могут быть различные виды проволоки, наборы штучных и вольфрамовых электродов, горелки для разных видов сварки и электрододержатель для ММА.
Оптимальные условия использования полуавтоматов
Учитывая обязательную установку газового оборудования, даже компактные моноблоки MIG/MAG требуют стационарного использования. А широкий диапазон возможностей и высокая производительность предполагают большой масштаб и интенсивность сварочных работ. Кроме того, хороший инверторный полуавтомат со всеми необходимыми расходниками стоит весьма недешево. Такие финансовые вложения будут оправданы в условиях частной мастерской, работающей с постоянным потоком заказов.
Заключение
Итак, в вопросе выбора между инвертором и полуавтоматом самые очевидные ответы, как всегда, на поверхности. Для бытового использования дома, в гараже или на даче оптимальным будет инвертор ММА. Он компактный, мобильный и недорогой, поможет решить большинство задач по металлоремонту и монтажу.
Если при этом хочется иногда сваривать тонкие изделия, требующие внешней эстетики, можно приобрести инвертор MMA с дополнительным режимом TIG. Его стоимость будет немного дороже, но и возможности шире. Если в домашней мастерской предполагается интенсивная и разноплановая сварочная работа, имеет смысл приобрести инверторный полуавтомат MIG/MAG.
Рекомендуем дополнительные статьи по этой теме:
- Виды сварочных аппаратов
- Как выбрать сварочный аппарат для дома и дачи
- Ручная дуговая сварка ММА: что это, как и для чего применяется
- Что такое TIG-сварка и как выбрать аппарат для сварки с аргоном
- Полуавтоматическая сварка MIG/MAG ― что это и для чего применяется
Источник: geon.ru
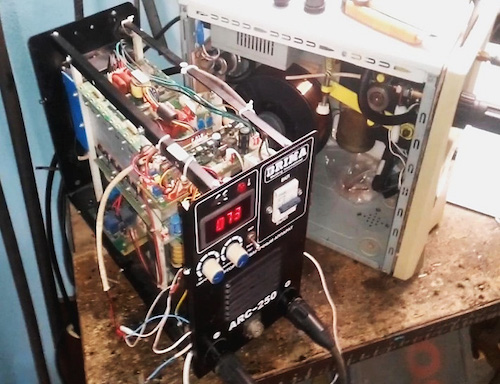
Полуавтомат из инвертора своими руками
Сварочные автоматы обладают несомненными преимуществами перед обычными аппаратами электросварки. Они имеют компактные размеры и вполне доступны по цене для большинства домашних мастеров. Тем не менее, многие сварщики не покупают готовые изделия, а предпочитают сделать полуавтомат из инвертора своими руками. В этом случае можно самостоятельно задать все необходимые параметры и технические характеристики.
Устройство и работа полуавтомата
Сварка металлических изделий может производиться разными способами, но во всех случаях используется электрическая дуга. Среди них очень популярны полуавтоматы, способные соединять любые металлы.
В своей работе полуавтомат из сварочного инвертора использует защитные газы, предотвращающие возникновение химических реакций в расплавленной среде. В некоторых моделях для этих целей служит углекислота, но в большинстве устройств применяются различные инертные газы – аргон, гелий и другие. Такая сварка известна под сокращенным названием МИГ или MIG — Metal Inert Gas welding.
Основные детали и компоненты полуавтоматической сварки:
- Инвертор или трансформатор, выполняющий функции генератора тока.
- Газовый баллон, оборудованный редуктором.
- Электрические кабели и шланги необходимого сечения и размера.
- Газовая горелка, сопряженная с механизмом подачи сварочной проволоки.
- Устройство, подающее проволоку к месту сварки.
Сварочная проволока изготавливается из разных металлов и по сути является плавящимся электродом. Она предварительно наматывается на барабан, а затем автоматически подается к месту соприкосновения детали и горелки. Скорость движения проволоки зависит от ее диаметра и величины сварочного тока. При нажатии рукоятки возникает электрическая дуга, одновременно проволока подается к сварочному шву, а газ, находясь под давлением, совершает обдув ванны. Атмосферный воздух уже не может попасть в раскаленный металл и окислить его.
В этом случае функция газа аналогична защитному покрытию стандартного электрода, только для образования защитного слоя не требуется сжигание материала, покрывающего стержень. Все компоненты сварки – инвертор, барабан, газовый баллон создают некоторую громоздкость системы, отрицательно влияя на мобильность. Однако, данный недостаток перекрывается существенными преимуществами полуавтоматов. В процессе работы нет выделения токсичных паров, электрическая дуга легко зажигается и удерживается, проволока расходуется в минимальном количестве, возможно соединение даже очень тонких металлических листов.
Работа углекислотной сварки осуществляется по такому же принципу, но в баллоне находится более дешевый углекислый газ. Набор функций практически такой же, за исключением некоторых ограничений, касающихся свариваемых изделий. Профессиональные полуавтоматы могут работать в двух режимах – с углекислотой и с инертными газами. Регулировка тока выполняется в широком диапазоне, а диаметр проволоки может быть любым, в пределах 0,5-4,0 мм.
Нужен ли стабилизатор напряжения для газового котла
Механическая часть для подачи проволоки
Без механизма, подающего проволоку, сварочный полуавтомат просто не будет работать. Обычно для размещения устройства используется отдельный короб. Лучше всего подходит корпус от компьютерного системного блока.
Работы начинаются с определения диаметра будущей катушки, на которую будет намотана проволока. Если деталь пока отсутствует, можно сделать бумажный шаблон и вставить его на свое место. Вокруг должно оставаться свободное пространство, поскольку рядом будут размещаться другие узлы и детали.
Чаще всего протяжный механизм изготавливается из автомобильного стеклоочистителя. Под него разрабатывается специальная рама для удерживания прижимных роликов. Чертеж всей конструкции наносится на картон или плотную бумагу в натуральную величину. Чтобы не возиться с изготовлением горелки и шланга, а также с разъемом для подключения, рекомендуется приобрести их в готовом виде одним комплектом по вполне доступной цене.

Устройство подачи следует устанавливать таким образом, чтобы расположение разъема для подключения приходилось на удобное место. Равномерное движение проволоки обеспечивается точным закреплением всех элементов напротив друг друга. В разъеме для подключения находится входной штуцер, под который в корпусе предусмотрено специальное отверстие.
Под него же центрируются и ролики протяжного механизма. Направляющими служат подшипники с подходящим диаметром, в которых под проволоку на токарном станке нужно проточить небольшую канавку. Механизм размещается внутри корпуса сделанного из прочного пластика, текстолита или толстой фанеры. Все компоненты крепятся на общей основе.
Первичная направляющая для протяжки проволоки изготавливается из болта, просверленного по всей длине. На входе штуцера устанавливается кембрик, подпружиненный для придания жесткости. Кроме него, пружинами усиливаются штанги с закрепленными роликами. Сила сжатия регулируется болтом, расположенным снизу и соединенным с пружиной.
Если же в силу ряда причин невозможно собственноручно изготовить протяжный механизм, его можно купить в готовом виде. Питание устройств рассчитано на 12 и 24 вольта. В корпусе компьютера имеется блок питания, рассчитанный на 12 В, поэтому и систему следует выбирать по этому параметру.
Электроника системы управления
Когда полуавтомат из инвертора собран, а все детали и узлы размещены внутри корпуса, можно переходить к созданию системы управления механической частью.
Холодильник на газу: принцип работы, плюсы, минусы, как выбрать
Качество сварочного шва во многом зависит от скорости подачи проволоки, которая должна быть неизменной в период всего процесса сварки. Этот параметр обеспечивается двигателем с автомобильного стеклоочистителя. Для изменения скорости вращения нужно сделать полуавтомат подключенным к ШИМ-контроллеру. В этом приборе имеется цифровое табло, устанавливаемое на передней панели корпуса.
Управление газовым клапаном осуществляется отдельным реле, с помощью которого осуществляется и пуск двигателя. Активация всех элементов происходит после нажатия пусковой кнопки, установленной на рукоятке горелки. Газ к месту сварки должен поступать до подачи проволоки, с некоторым опережением, примерно на 2-3 секунды. При несоблюдении этого условия, зажигание дуги произойдет в открытом воздухе, а не в защитной газовой среде. Из-за этого проволока может расплавиться раньше времени.

В качестве основы реле задержки можно взять 815-й транзистор и конденсатор емкостью 200-2500 мкФ, обеспечивающий двухсекундную паузу. При наличии блока питания от компьютера на 12 В, вместо предложенной схемы можно воспользоваться автомобильным реле.
Размещение запорного электромагнитного клапана производится в местах, где он не будет влиять на функции подвижных деталей. Можно купить готовое изделие или воспользоваться воздушным клапаном автомобиля ГАЗ-24. Благодаря этому компоненту, защитный газ автоматически подается на горелку. Его включение происходит только после нажатия пусковой кнопки, благодаря чему исключается перерасход дорогостоящего газа.
После проверки работоспособности схемы, все компоненты также размещаются внутри корпуса. Однако, эффективная работа полуавтомата не может быть в полной мере обеспечена вольтамперными характеристиками применяемого инвертора. Для того чтобы система работала полноценно, в схему нужно внести незначительные изменения.
Переделка трансформатора
Инвертор по своим характеристикам не может напрямую использоваться в полуавтоматическом сварочном оборудовании. Необходимо внести определенные изменения в конструкцию трансформатора. Данная процедура вполне по силам домашнему мастеру при условии соблюдения порядка действий. Это обязательной действие, когда выполняется переделка инвертора в полуавтомат.
Для того чтобы параметры трансформатора, находящегося в инверторе, соответствовали требованиям, предъявляемым к полуавтомату, необходимо выполнить следующие операции:
- На трансформатор наматывается медная полоса, предварительно обмотанная термобумагой. В этом случае не допускается использование обычного толстого провода, не способного выдерживать повышенные нагрузки. Он будет сильно нагреваться во время работы и очень быстро перегорит.
- Вторичная обмотка также подвергается переделке. Для этого делается обмотка трехслойной жестью. Каждый слой изолирован друг от друга фторопластовой лентой. Новая обмотка соединяется с уже имеющейся методом пайки, обеспечивая тем самым хорошую токопроводимость.
Тензодатчики веса: схема подключения
Полученная система нуждается в охлаждении, поэтому в схему нужно обязательно включить вентилятор.
Настройка полуавтомата и подготовка к работе
После компоновки протяжного механизма, блока управления и самого трансформатора, устройство следует правильно настроить и подготовить к работе. В первую очередь, силовая часть соединяется с блоком управления и подключается к сети. После того ка загорится индикатор напряжения, к выходным клеммам подключается осциллограф. Он необходим для обнаружения электрических импульсов с частотой в диапазоне 40-50 кГц. Промежуток времени между их формированиями составляет 1,5 мкс, и эта величина регулируется путем изменения входного напряжения.
Далее проверяется форма импульсов, отображаемых на экране. Она должна быть прямоугольной, с размером по фронту не выше 500 нс. Если проверка не выявила каких-либо отклонений, то инвертор подключается к сети. Сила тока на выходе полуавтомата составляет не ниже 120 А. При меньшем значении следует проверить напряжение, которое скорее всего не более 100 вольт. Добиться нужных результатов возможно путем регулировки силы тока с одновременным контролем температурного режима внутри аппарата.
После обычного тестирования полуавтомат проверяется под нагрузкой. С этой целью сварочные провода соединяются с реостатом, с сопротивлением не ниже 0,5 Ом, способным выдерживать силу тока в 60 А. Сила тока, поступающая к сварочной горелке, проверяется амперметром. Если сила тока не соответствует установленным нормативам, следует изменить сопротивление.
После проведения всех манипуляции и окончании настроек, индикатор инвертора должен показывать на табло ток в 120 ампер. Такая цифра всегда высвечивается, если все действия выполнены правильно. В некоторых случаях могут появиться восьмерки, указывающие на недостаток напряжения в сварочных проводах. Нужное значение выставляется регулировками рабочего тока, которые могут выполняться в диапазоне от 20 до 160 А.
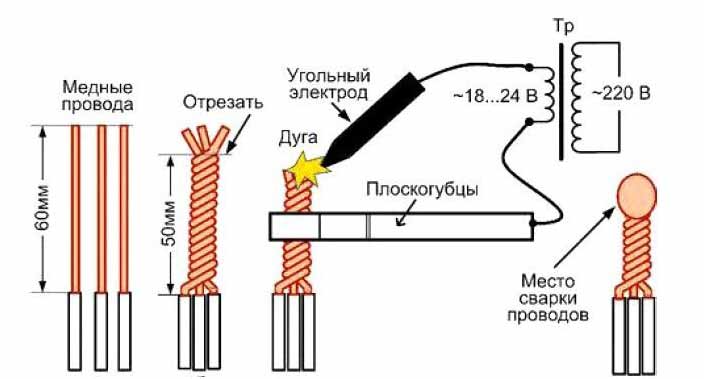
Сварка медных проводов: технология, аппараты для сварки

Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом

Мультиметр: назначение, виды, обозначение, маркировка, что можно измерить мультиметром
Какой сварочный инвертор лучше выбрать для дома и дачи
Принцип работы сварочного инвертора
Как варить инвертором: советы новичкам
Источник: electric-220.ru