Без алюминия трудно представить современный мир. Этот материал широко используется в различных конструкциях, в которых необходимо сваривать различные детали. Данный процесс имеет свою специфику. Сварка аргоном алюминия является одним из самых эффективных вариантов, а потому заслуживает особого внимания.
Что нужно учитывать при сварке алюминия?
Сварка алюминия осложняется специфическими свойствами металла. Для качественного соединения необходимо учитывать следующие нюансы:
- Оксидная пленка. Она образуется при контакте металла с кислородом воздуха. Проблема заключается в большой разнице между температурами плавления алюминия и пленки: 650 и 2000 °С, соответственно. В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом.
- Низкая температура плавления и высокая текучесть расплава. Она вызывает быстрое вытекание расплавленного металла из сварочной зоны и сквозному прожиганию заготовки. Алюминий начинает переходить в жидкую фазу уже при температуре 500-520 °С.
- Повышенный коэффициент объемной усадки. Неправильный температурный режим вызывает появление напряжений в шве, что приводит к растрескиванию в нем и пришовной зоне, а также к деформации детали.
- Высокая теплопроводность алюминия. При сварке существенно увеличиваются потери тепловой энергии, которая быстро распространяется по всей заготовке. Это требует увеличение мощности аппарата.
- Быстрая кристаллизация. Это свойство алюминия приводит к появлению газовых пор в шве из-за неполного газовыделения при быстром отвердении металла.
- Алюминий практически не изменяет цвет при расплавлении, что затрудняет визуальный контроль процесса.
Все эти особенности должен учитывать сварщик-новичок. Настройка требует особой тщательности.
Способы сварки алюминия
Алюминий может вариться несколькими способами:
Сварка алюминия электродом Инструкция по сварке алюминиевым электродом
- Электродная сварка (ММА). Используются электроды УАНА, ОЗАНА, ОЗА-1 и -2, ОК 96.10 и 96.50. Применяется способ в малоответственных конструкциях и при толщине металла не менее 4 мм. Главный недостаток – недостаточная однородность шва, пористость, пониженная прочность.
- Полуавтоматическая или электродуговая сварка. В сварочную зону постоянно подается проволока с присадочным материалом. Соединение обеспечивается за счет электрической дуги. Оксидная пленка разрушается в результате катодного распыления, обеспечиваемого переменным током или постоянным током с обратной полярностью.
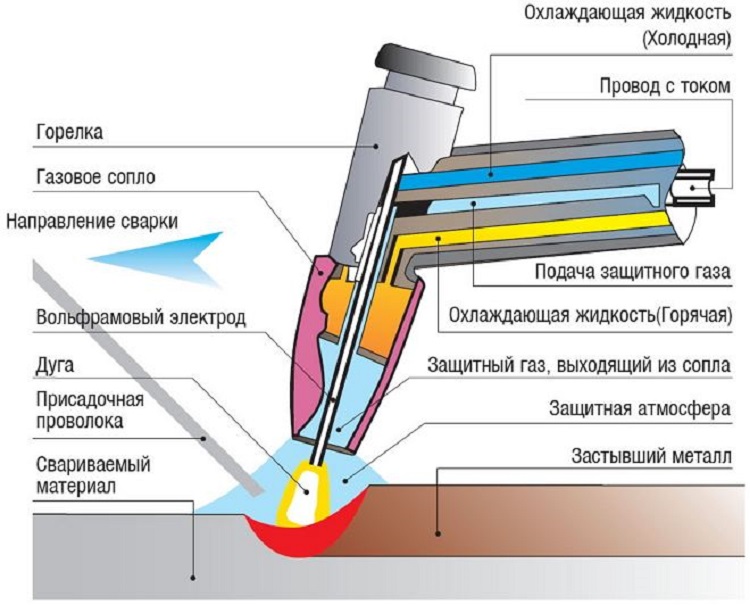
- Сварка в среде аргона. Самый распространенный способ – аргонодуговая сварка. Газ создает инертную среду без доступа кислорода, что устраняет образование оксидной пленки. Дуга зажигается между вольфрамовым электродом и заготовкой. В сварочную зону подается алюминиевая проволока.
Интересное: Как заварить чугун электросваркой в домашних условиях
Выбор способа зависит от конкретных требований к сварке и условий, а также наличия необходимого оборудования.
Технология сварки алюминия с помощью аргона
С появлением современного оборудования аргоновая сварка стала широко доступна даже для использования в бытовых условиях. Она может осуществляться в ручном (TIG сварка), полуавтоматическом и автоматическом режиме. Поможет осуществить сварку алюминия аргоном для начинающих пошаговая инструкция, она позволит сделать все правильно и качественно.
Что нужно для сварки?

Для осуществления сварки алюминия аргоном начинающему сварщику необходимо заранее приготовить:
- Источник тока — TIG-инвертор.
- Специальная аргонная горелка. Желательно в нее вставить газовую линзу (цангодержатель) для очистки газа.
- Баллон с аргоном и шланг для его соединения с горелкой.
- Присадочная проволока. Она выбирается с учетом марки алюминия или сплава. Для чистого алюминия рекомендуется пруток № 5356, для алюминия с примесями – пруток с кремнием №4043.
- Вольфрамовые электроды. Рекомендуемые марки: WT 20 (имеет красный наконечник), WC 20 (серый наконечник) или WL 15 (жёлтый наконечник). Минимальный диаметр электрода — 2,4 мм.
Важно! Инвертор следует подбирать с наличием таких функций: бесконтактный поджиг, заварка кратера, регулировка тока.
Как правильно подготовить алюминий?
Качественно сварить алюминий можно только после тщательной предварительной подготовки металлических заготовок. Прежде всего, необходимо очистить поверхность деталей от грязи, жира, машинных масел и окисной пленки. Можно использовать механический и химический метод очистки.
Механический способ подразумевает применение наждачной бумаги, шабера или металлической щетки. Лучше всего, применять специальную щетку для алюминия с нержавеющими проволоками диаметром не более 0,15 мм. Ее не следует использовать для обработки других металлов, чтобы не оставались на ней их частицы.
Химическую очистку можно произвести спиртом, ацетоном или специальными растворителями. Хорошо зарекомендовал себя такой состав: раствор едкого натра (50 г) и фтористого натрия (45 г) в воде (1 л). После обработки таким растворителем чистота поверхности сохраняется до 4 суток.
Непосредственно перед сваркой алюминиевые заготовки следует хорошо прогреть (прокалить). Для этого они нагреваются до температуры порядка 300 °С в течение 20–30 минут.
Интересное: Что такое прямая и обратная полярность при сварке инвертором
Подготовки требуют кромки свариваемых заготовок. При толщине металла более 4 мм их необходимо разделать для сварки встык. Большие неровности лучше зачистить шлифовальной машинкой или напильником.
Подготовка аргона для сварки
Важное значение имеет подготовка аргона для проведения сварки. Баллон с газом устанавливается на безопасном расстоянии и обязательно оснащается редуктором понижения давления. При покупке следует выбирать чистый аргон, без примесей воздуха.
В горелку рекомендуется устанавливать цангодержатель. В нем имеется сетка, обеспечивающая дополнительную очистку газа перед подачей его в сварочную зону.
Настраивается расход газа. Он зависит от диаметра присадочной проволоки. Для аргона российского производства устанавливается такой расход: при диаметре до 1 мм — 12–14 л/мин, при 1,2 мм — 14–16 л/мин, при 1,6 мм — до 22 л/мин. При использовании газа чешского производства – расход составляет 7–10 л/мин.
Процесс сварки алюминия аргоном
Начинающему сварщику следует придерживаться такой пошаговой инструкции:
- После проведения всех подготовительных работ выбранный электрод диаметром 2,5–5,5 мм вставляется в горелку. Его вылет должен быть порядка 2 мм. Залог обеспечения нужной дуги – хорошая заточка электрода.
- Возбуждение сварочной дуги. В правую руку берется горелка с электродом, а в левую – присадочный пруток (проволока). Электрод подводится на небольшое расстояние к поверхности заготовок (2–3 мм), достаточное для возникновения дуги. Касаться электродом металла нельзя, т.к. придется снова его затачивать. Горелка держится вертикально, а дуга направлена в начало шва. Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги.
- Формирование сварочной ванны. Она обеспечивается за счет расплавления алюминиевой проволоки. Ее следует подавать после обеспечения стабильной дуги. Принято считать, что количество секунд, необходимых для формирования сварочной ванны, совпадает с толщиной заготовки (в мм).
- Формирование сварного шва. После образования сварной ванны обеспечивается регулярная подача проволоки и плавное перемещение горелки вдоль линии соединения заготовок. Электрод держится под углом 60-80°, а присадочный пруток — 10–30°. Желательно, чтобы угол между горелкой и проволокой составлял порядка 90°. Шов формируется пот принципу «капля за каплей», а значит надо следить за их разномерным распределением и одинаковым размером.
- Завершение шва. Последний этап – заварка кратера. Основная цель – избавиться от шлаков. Для этого уменьшается подача проволоки и увеличивается скорость движения электрода. Постепенно должна исчезнуть сварочная ванна.
Важно! Работа завершается проверкой прочности соединения и визуальным контролем качества шва.
Источник: plazmen.ru
Как сваривать алюминий со сталью? — полное руководство.
Алюминий можно легко соединить с большинством металлов с помощью механического крепления или клеевого соединения. Однако для сварки алюминия со сталью требуются другие методы, такие как дуговая и фрикционная сварка, которая дополнительно поясняется ниже.
Что вы узнаете:
- Почему нужно сваривать алюминий со сталью?
- Почему алюминий трудно соединить со сталью?
- Как вы присоединяете алюминий к стали?
- Использование лазеров для создания паяного соединения
- Биметаллические переходные вставки
- Ротационная сварка трением
- Сварка нержавеющей стали с алюминиевым сплавом
- Сваривать алюминий со сталью
Почему нужно сваривать алюминий со сталью?
Алюминий (и его сплавы) намного легче, чем стали, с плотностью около 2,70 г / см 3 по сравнению с диапазоном от 7,75 до 8,05 г / см 3 для сталей. Это означает, что сопоставимый объем стали примерно в три раза тяжелее алюминия.
Во многих отраслях промышленности сталь используется для различных структурных применений. Однако из-за плотности стали существует значительная потеря веса, связанная с ее использованием.
Новые природоохранные законы вынуждают транспортные отрасли соблюдать строгие ограничения на выбросы парниковых газов. Одним из способов снижения выбросов является, к примеру, снижение веса конструкции автомобиля. Замена различных стальных конструкций алюминиевыми сплавами в настоящее время имеет большое промышленное значение. Во многих случаях не всегда возможно заменить всю стальную конструкцию алюминиевыми сплавами, поэтому необходимо объединить эти два материала.
Алюминиевые сплавы могут быть сравнительно легко соединены со сталями с использованием таких методов, как клеевое соединение, механическое крепление или пайка.
Но когда требуется превосходная структурная целостность, сварка предпочтительна. Однако приварка алюминиевых сплавов к стали затруднена.
Почему алюминий трудно соединить со сталью?
Алюминиевые сплавы и сталь сильно различаются по металлургии и физическим свойствам, таким как теплопроводность и температура плавления. Как правило, температура плавления стали составляет около 1370 ° С, что более чем в два раза выше, чем у алюминия, который плавится при температуре около 660 ° С.
Помимо их широко различающихся температур плавления, каждый из этих металлов практически нерастворим в другом. В расплавленном состоянии они реагируют с образованием хрупких интерметаллических фаз. Понятно, что вышеуказанные проблемы могут представлять проблемы при сварке плавлением, такой как дуговая сварка стали и алюминия.
Получающиеся сварные соединения будут иметь неудовлетворительные свойства и из-за их хрупкой природы часто нежелательны для многих промышленных применений.
Как вы присоединяете алюминий к стали?
Хорошо известно, что применение процессов сварки плавлением для соединения стали с алюминием затруднено из-за различий в точках плавления, теплопроводности, коэффициентах расширения и тенденции к образованию хрупких интерметаллических соединений. Поскольку растворимость Fe в Al очень низкая (около 0,04 мас.%), При температурах> 350 ° C, когда диффузия Fe в Al становится значительной, начинается осаждение интерметаллических соединений Fe-Al. Значительные интерметаллические осадки могут происходить значительно ниже точки плавления алюминия (660 ° C для чистого Al). Точная степень осаждения интерметаллидов определяется диффузией и зависит от временного и температурного предела взаимодействия взаимодействующих границ Fe и Al.
Использование лазеров для создания паяного соединения
Использование лазеров для создания паяного соединения между сталью и алюминием является логичным шагом, так как высокая интенсивность тепла в небольшой области, генерируемой лазером, означает, что стабильная среда для пайки может быть создана локально и быстро перемещена для создания соединения с минимальным временем для диффузии, чтобы управлять чрезмерным образованием интерметаллических соединений.
Фазовая диаграмма Fe-Al показывает диапазон твердых интерметаллических фаз, которые могут быть сформированы, а именно; Fe3Al (892HV), FeAl (470HV), FeAl2 (1060HV), Fe2Al5 (1013HV) и FeAl3 (892HV).
Эти фазы характеризуются чрезвычайно высокой твердостью, почти нулевой пластичностью и очень низкой вязкостью разрушения. Следовательно, если термически произведенное соединение между сталью и алюминием должно содержать некоторые или все эти фазы,
Толщина слоя интерметаллического соединения должна быть настолько малой, насколько это возможно, для достижения хороших механических характеристик в соединении. Проверить сварку тут можно с помощью рентгеновской пленка Agfa D7 от компании GE , на тонких деталях можно использовать рентгеновскую пленку Agfa D2.
Должны быть приняты определенные подходы к дуговой сварке стали и алюминия, чтобы избежать образования интерметаллического соединения. Первый заключается в использовании алюминиевого покрытия на стали. Это может быть достигнуто погружением стали в расплавленный алюминий (горячее алюминирование). После нанесения алюминия алюминий может быть приварен к алюминиевому покрытию.
Необходимо следить за тем, чтобы дуга не нагревала покрытый алюминий до чрезмерной температуры, в противном случае возможно образование интерметаллического соединения. Первый заключается в использовании алюминиевого покрытия на стали. Это может быть достигнуто погружением стали в расплавленный алюминий (горячее алюминирование).
После нанесения алюминия алюминий может быть приварен к алюминиевому покрытию. Необходимо следить за тем, чтобы дуга не нагревала покрытый алюминий до чрезмерной температуры, в противном случае возможно образование интерметаллического соединения.
Первый заключается в использовании алюминиевого покрытия на стали. Это может быть достигнуто погружением стали в расплавленный алюминий (горячее алюминирование). После нанесения алюминия алюминий может быть приварен к алюминиевому покрытию. Необходимо следить за тем, чтобы дуга не нагревала покрытый алюминий до чрезмерной температуры, в противном случае возможно образование интерметаллического соединения.
Биметаллические переходные вставки
Биметаллические переходные вставки являются еще одним средством уменьшения интерметаллического образования при сварке плавлением. Вставки состоят из одной алюминиевой части и другой стальной детали, скрепленных между собой прокаткой, сваркой взрывом, сваркой трением, сваркой под давлением или сваркой горячим давлением. Биметаллическое переходное соединение затем индивидуально приваривается к алюминию и стали. Обычно объемный алюминий сначала приваривают к алюминиевой части переходной вставки, так как это создает больший радиатор, когда объемную сталь подвергают дуговой сварке со стальной половиной переходной вставки.
Основной целью при соединении этих материалов является поддержание максимально низкой температуры сварки и минимизация времени воздействия сварного шва на высокие температуры. Вот почему такие процессы, как сварка трением (в основном, ротационная сварка трением), используются для изготовления биметаллических переходных вставок между алюминиевыми сплавами и стальными объемными компонентами.
Ротационная сварка трением
Ротационная сварка трением — это процесс соединения в твердом состоянии, который работает путем вращения одной детали относительно другой, находясь под действием осевой силы сжатия. Трение между поверхностями производит тепло, в результате чего материал интерфейса пластифицируется. Сжимающее усилие вытесняет пластифицированный материал с поверхности раздела, способствуя металлургическим механизмам соединения. Не входя в жидкое состояние, сварные швы трения остаются намного более холодными во время обработки.
Кроме того, сварка алюминия, быстрым трением, предотвращая длительное время воздействия сварного шва на высокие температуры. Следовательно, сварка трением коммерчески используется для соединения ряда разнородных материалов, поскольку образование интерметаллических соединений значительно снижается.
Несмотря на преимущества сварки трением для уменьшения интерметаллического образования между алюминиевыми сплавами и сталями, все же следует позаботиться о выборе параметров.
Сварка нержавеющей стали с алюминиевым сплавом
Часто при сварке стали и нержавеющей стали с алюминиевым сплавом используется промежуточный слой из чистого алюминия, что резко снижает образование интерметаллидов. Интерметаллические соединения между сталью, сваренной трением, и алюминиевыми сплавами основаны на железо-алюминии, следовательно, можно ожидать, что хрупкие соединения также будут образовываться между сталью и чистым алюминием, но это не так. Чистый алюминий намного мягче, чем алюминиевый сплав.
Это означает, что температура, необходимая для протекания мягкого чистого алюминия и образования сварного шва, намного ниже, чем у алюминиевого сплава. Более низкие температуры помогают уменьшить образование хрупких соединений.
Сваривать алюминий со сталью
Из-за сложности изготовления прочных сварных швов между этими материалами во многих коммерческих применениях для соединения алюминиевых сплавов со сталью используются механические крепежные элементы. При использовании механических крепежей и в зависимости от применения необходимо соблюдать осторожность, чтобы предотвратить гальваническую коррозию.
Гальваническая коррозия преимущественно происходит на алюминиевом сплаве. Чтобы предотвратить это, требуется изоляция алюминиевого сплава от стали, что обычно происходит при использовании изолирующего покрытия или краски.
Наши инженеры рекомендуют:
- Сварка алюминия — полное руководство. Как мне сварить алюминий?
- Сварка трением с перемешиванием
- Гальваническая коррозия или биметаллическая коррозия
- Дуговая сварка — всё о методе сварочного процесса
- Лазерная сварка с глубоким проплавлением
Источник: nova78.ru
Сварка алюминия постоянным током


13963
+ Оглавление
Существует несколько способов сварки, которые зависят не только от применяемой техники, но и от режимов, которые выставляет пользователь. Если рассматривать использование электросварки, то здесь может возникнуть несколько вариантов, которые зависят от рода тока. Сварка алюминия постоянным током является как раз одной из таких разновидностей. Она используется не так часто, как переменным током, но все же имеет ряд особенностей, которые определяются полярностью. Мастера отдают предпочтение переменному электричеству, так как оно сочетает в себе преимущества обоих полярностей.

Сварка алюминия на постоянном токе обратной полярности
Когда идет сварка алюминия постоянным током, то приходится выбирать, что более важно для сварочного процесса. Ведь свойства сваривания алюминия являются далеко не самыми лучшими, поэтому, следует подбирать подходящие условия, которые бы смогли удовлетворить технологические требования и обеспечили ровный и плотный сварочный шов алюминия. Основной проблемой этого формирования становится оксидная пленка, с которой не может справиться высокая температура сварки, так как она плавится при 2200 градусах Цельсия, а алюминий при 680. Обратная полярность постоянного тока помогает разрушить ее благодаря катодному распылению, которое отлично воздействует в сочетании с флюсами и предварительной обработкой.

Сварка алюминия аргоном постоянным током
Преимущества 
- При использовании постоянного тока прямой полярности получается стабильная дуга, которая помогает формировать качественный и ровный шов;
- Если используется постоянный ток для сварки алюминия обратной полярности, то обеспечивается катодной распыление, уничтожающее оксидную пленку.
Недостатки
- Приходится выбирать между стабильной дугой или разрушением оксидов;
- Без разрушения оксидной пленки невозможно достичь высокого качества сварки, так как она обволакивает расплавленный металл, не давая ему нормально соединиться;
- Сложно подобрать параметры оборудования для сваривания конкретной толщины металла при таком режиме работы.
Нюансы при сварке постоянным током
Перед тем как варить алюминий электросваркой требуется в первую очередь разобраться с параметрами оборудования. Специалисты не рекомендуют использовать постоянный ток прямой полярности, так как его недостатки перевешивают преимущества и сварка алюминия электродом с ним получается очень проблематичной. При обратной полярности удается побороть одну из главных проблем свариваемости алюминия, но это не единственная проблема, с которой приходится сталкиваться.

Ток для сварки алюминия
К прочим нюансам данного процесса можно отнести высокую текучесть металла в расплавленном состоянии, с которой не поможет справиться ни какой род тока, а лишь мастерство сварщика. Также стоит учитывать повышенную предрасположенность к напряжению, что предполагает подогрев металла и тщательную просушку электродов перед использованием. Здесь нужно учитывать низкую глубину проварки металла, так что при работе с толстыми заготовками может потребоваться дополнительная обработка кромок. В плане предварительной подготовки здесь также есть несколько нюансов, которые касаются очистки поверхности растворителями и простыми механическими способами, что должно увеличить качество соединения.

Сварка алюминия аргоном
Материалы и инструмент
- Сварочный аппарат, без которого невозможна была бы электросварка алюминия электродом. Он подбирается в зависимости от способа, так как возможно еще применение газа;
- Присадочный материал, в качестве которого могут выступать алюминиевые электроды или сварочная проволока;
- Баллон с инертным газом, если используется сварка алюминия аргоном постоянным током.
- Надежные шланги для соединения баллона с горелкой;
- Горелка, которая рассчитана специально для аргонодуговой сварки;
- Редуктор, чтобы изменять давление газа, подаваемое с баллона;
- Манометр, чтобы следить за уровнем давления, с которым ведется работа.
Выбор материалов и оборудования
Электросварка алюминия на постоянном токе обратной полярности может проводиться стандартным методом, при использовании обычной электросварки и электродов, а также аргонодугового аппарата. Первый вариант более простой и дешевый, тогда как второй оказывается одним из самых надежных, но себестоимость процесса и его сложность становится выше. Поэтому, для обыкновенного соединения используются электросварку, тогда как при работе с ответственными сооружениями и деталями нужно применять только ТИГ вариант. В любом случае, при выборе аппарата нужно обращать внимание на широту его диапазона, а также плавность регулировки параметров.
С подбором расходного материала все проще, так как для электросварки нужны специальные электроды, которые предназначены для чистого металла или его определенного сплава, а для аргонодугового способа требуется сварочная проволока, состав которой бы максимально совпадал с составом свариваемого металла или его сплава.
Пошаговая инструкция
Сварка алюминия постоянным током в среде аргона предполагает следующий ряд действий:
- Подготовка металла, куда входит обработка кромок, механическая очистка и обработка растворителем, которым может стать ацетон или другая похожая жидкость;
- Далее следует расположить на поверхности сваривания флюс, который улучшит соединение;
- После этого можно приступать к настройке техники, в соответствии с заданным режимом;
- Далее уже идет сама сварка, во время которой следует провести шов по всей поверхности кромок;
- Дать остыть шву и проверить его качество каким-либо из доступных методов.
«Важно!
Процесс проходит преимущественно в нижнем положении, так как металл сильно растекается в горизонтальном или потолочном.»
Таблица режимов сварки алюминия постоянным током
Толщина свариваемой детали, мм
Сварочная проволока, мм
Величина тока, А
Расход газа, л/мин
При обработанных кромках
Источник: svarkaipayka.ru